
焼結フィルターエレメント・多孔質金属体の製作実績
Contents
焼結金属フィルターによる多孔質金属体形状・材質・二次加工製作実例
当社で製作している『フィルター』は一般的には焼結金属と呼ばれ、『フィルターエレメント』や『エレメント』等と称される空隙率の高い、気孔径の大きい焼結体を製作しております。
通常の金属ではない為に焼結金属フィルターエレメントに即した二次加工・三次加工技術が必要となります。機械加工をメインとされている熟練の加工業者様でも焼結金属(多孔質)の加工に関しては経験が無い場合が多いと思います。お任せください。 下記の製品サンプル群はごく一部です。掲載させて頂いていない多孔質金属は他にも気孔構造、材質含め種々ございます。
粉末を使用した焼結金属フィルターの製作実績
素材に金属粉末を使用し、焼結金属フィルターを製作
焼結技術を応用し、多孔質金属を専門に製作しているメーカー。焼結フィルターや金属フィルターエレメント、焼結エレメントなど呼称は多数ございます。 
焼結金属フィルターのオスネジ、メスネジ加工 
ブロンズ製焼結金属フィルターエレメントをハウジングに挿入し、接合方法にカシメを採用したサイレンサー(消音器) 
真鍮製の継手内部にブロンズ製焼結金属フィルターを搭載。 
ブロンズ製の焼結金蔵フィルターを真鍮製の継手に挿入し、カシメを施工した実例 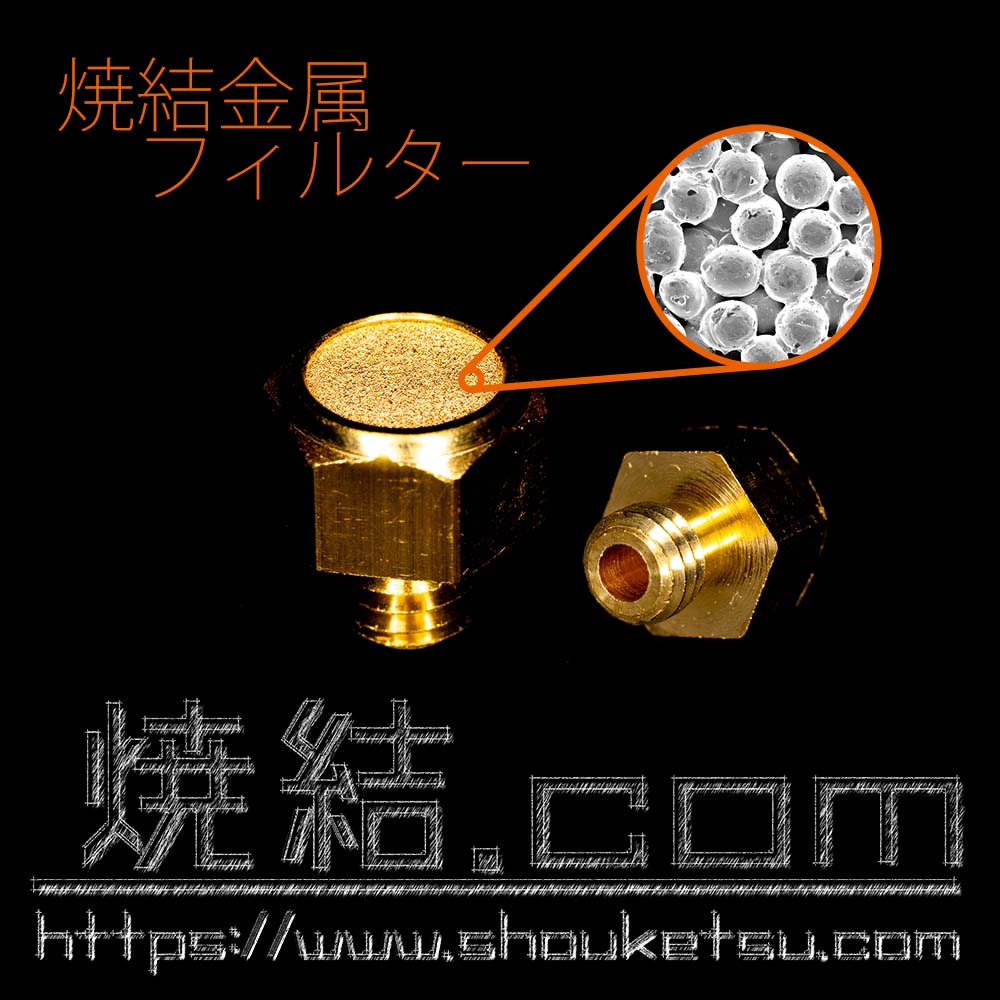
ブロンズ製の焼結金属フィルターをM5ネジ加工を施した真鍮製ハウジングに挿入しカシメた製品 
SUS316L粉末を使用した多孔質金属で一つの個体内でフラット、溝形状、山形状、凸形状の複雑形状を凝縮 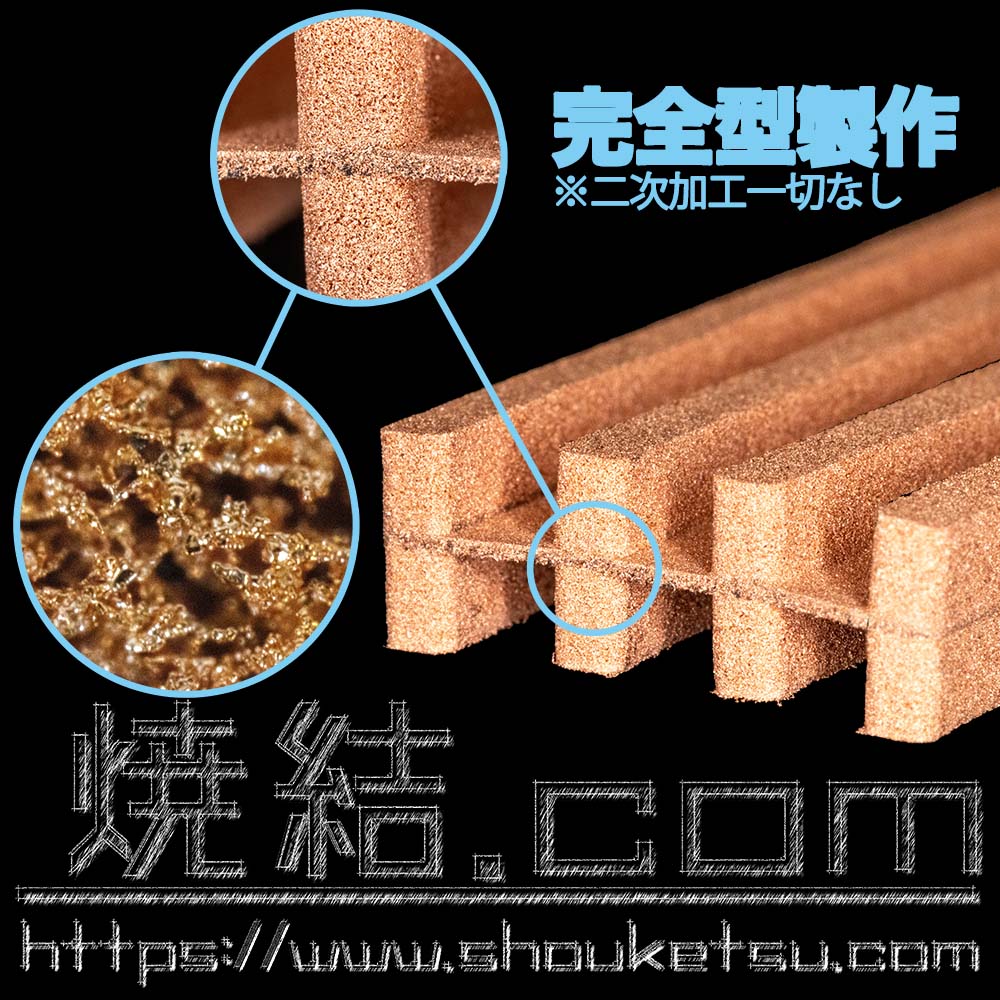
両面に凹凸(山、溝)があり、空隙率が60%(密度40%)の銅製多孔質焼結フィルター。機械加工による寸法形状出しではなく、一体成型。 
銅粉末製の多孔質焼結体を角管内部に埋設。内部構造は自由設計可能で、粉末の形状、粒子径、気孔径も自由設計可能。 
純銅製のコップ形状(円筒底付で、)外径4mm×内径2mm×長さ10mmの極小サイズ。粒子は300μmの粗大球を使用。この寸法感で使用する粒子径としてはかなり大きい。 
SUS粉末とCu粉末の異種金属を焼結処理にて一体化した製作例。電気伝導性・熱伝導性に優れたCuと電気伝導性・熱伝導性に劣るSUSながら強度・耐食性・機械加工性に優れた性質を融合することにより得られる付加価値は大きい…ハズ 
ステンレス(線径0.3mm)のカットワイヤーを焼結処理した多孔質金属 
円筒形状(パイプ形状)のブロンズ製焼結金属フィルターエレメント 
SUSの焼結金属フィルター(多孔質金属)の立方体全面(6面)に複雑形状を施した加工事例。通常であれば、2面の加工となるが、当社では全面において複雑形状化することが可能 
ステンレス焼結金属フィルターとねじ付金具を溶接にて接合 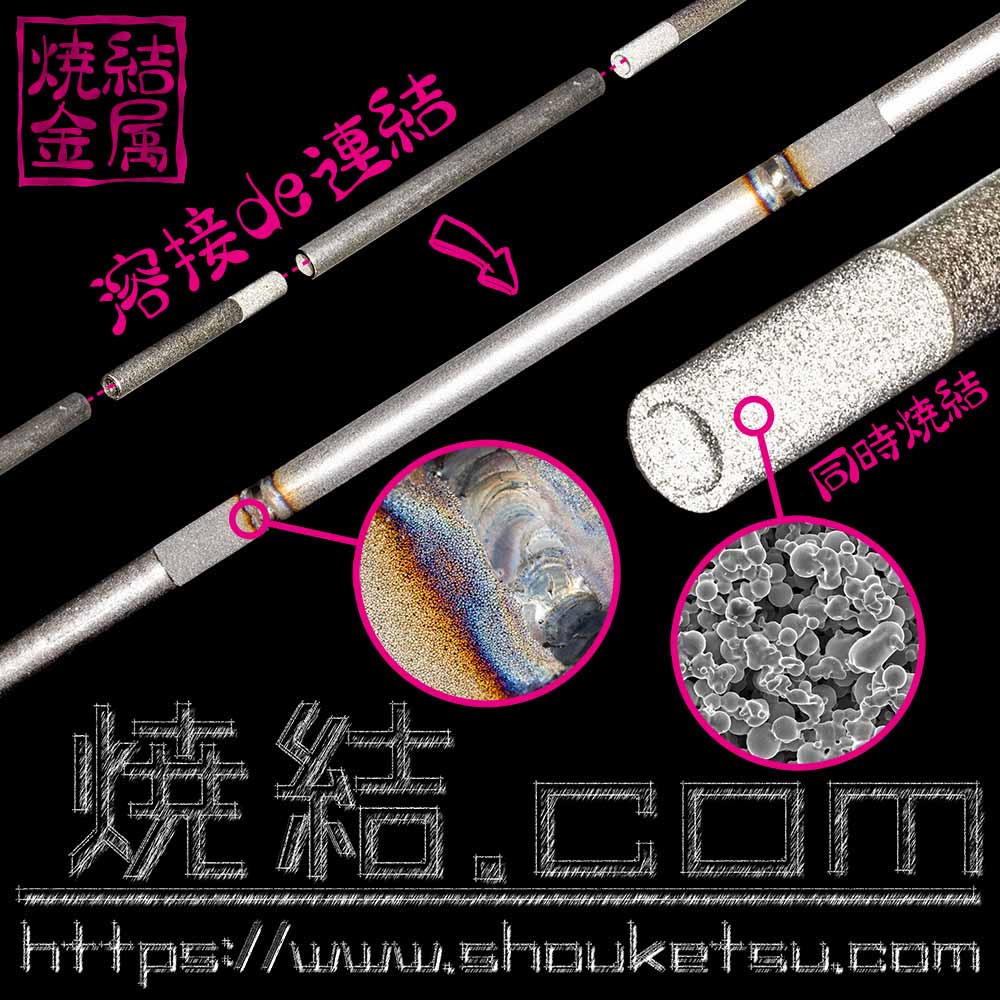
sus粉末の焼結体とsus管を同時焼結にて一体化させ、その同時焼結体とsus管を溶接で連結することにより、1mを超える長い整流管を製作することも可能 
整流効果が期待でき、バブリングやセンサーケース、センサーカバーなどにも応用可能 
SUSパイプの外径にSUS粉末焼結を同時焼結にて接合した製作例 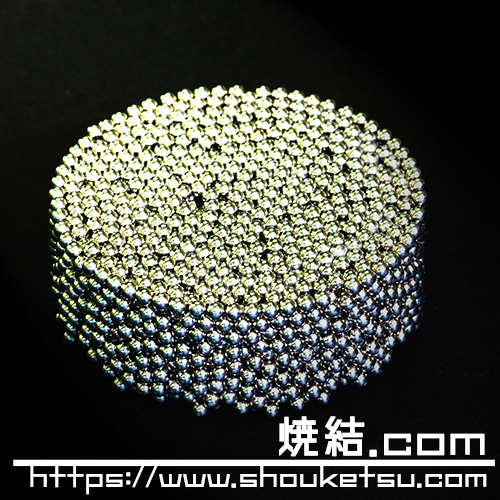
焼結金属(多孔質金属)とは、粉末冶金法(金属粉末を成形して焼結し金属製品を作る製法)で製作された製品のことを『焼結金属』と呼ぶ。焼結金属を多孔質化し、全ての気孔が連結された製品が焼結金属フィルターである。 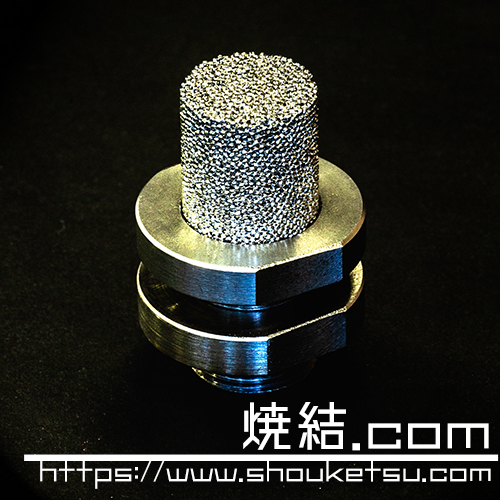
焼結金属フィルター仕様のセンサーケース・防爆フィルター・フレームアレスター 
焼結金属フィルター同士の連結溶接 
SUS粉末焼結フィルターにフランジ(M8-内ネジ)を溶接にて接合。漏れを防ぐため内ネジ突き当りにガスケットを設置できるように工夫。 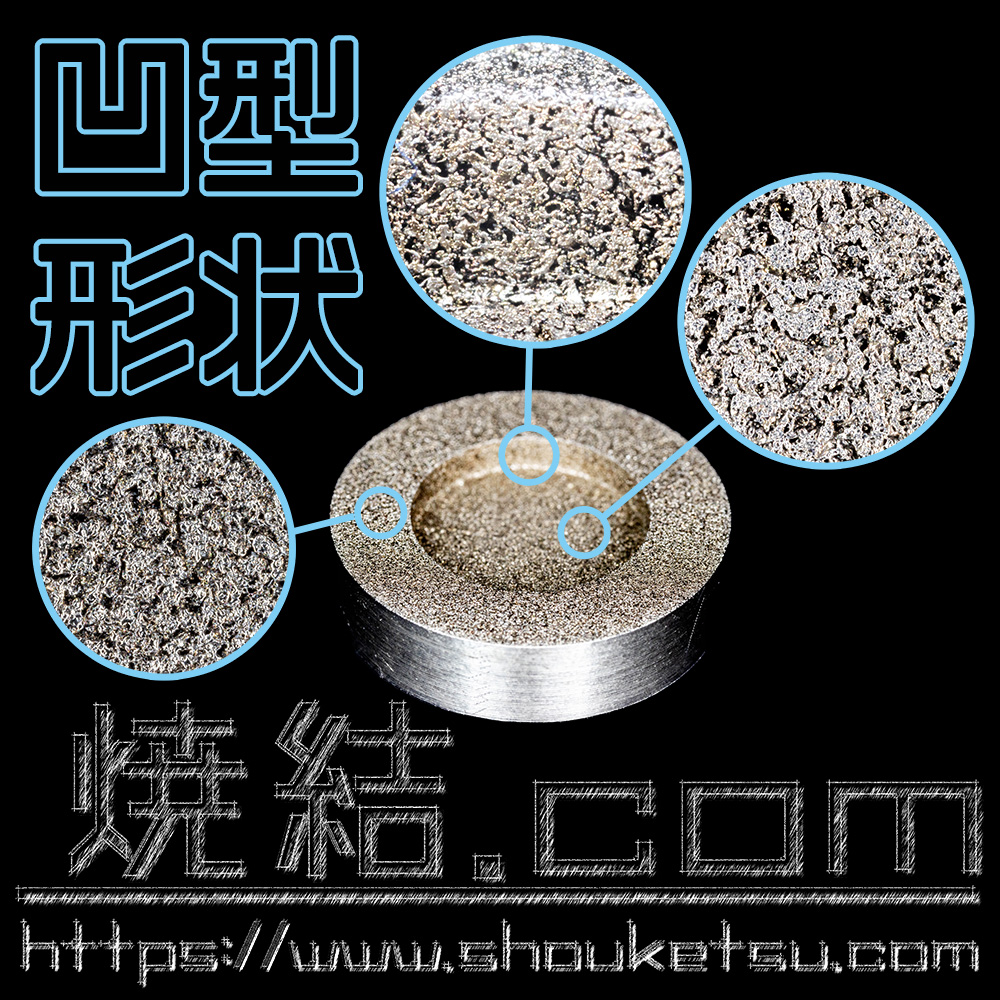
多孔質金属の焼結金属フィルターに凹型形状の加工を施工。加工後も焼結金属フィルターの特長である気孔を保有(目詰まりがない)。通常、焼結金属フィルターでは、寸法精度・複雑な形状を形成することは不可能とされているが、この加工技術により寸法精度・複雑形状化を著しく向上できる。 
粉末焼結金属フィルターに段(溝)を加工することによりボルト頭が突出しない。また、Oリングやパッキンの溝を加工することも可能。※加工面は目詰まりを起こします 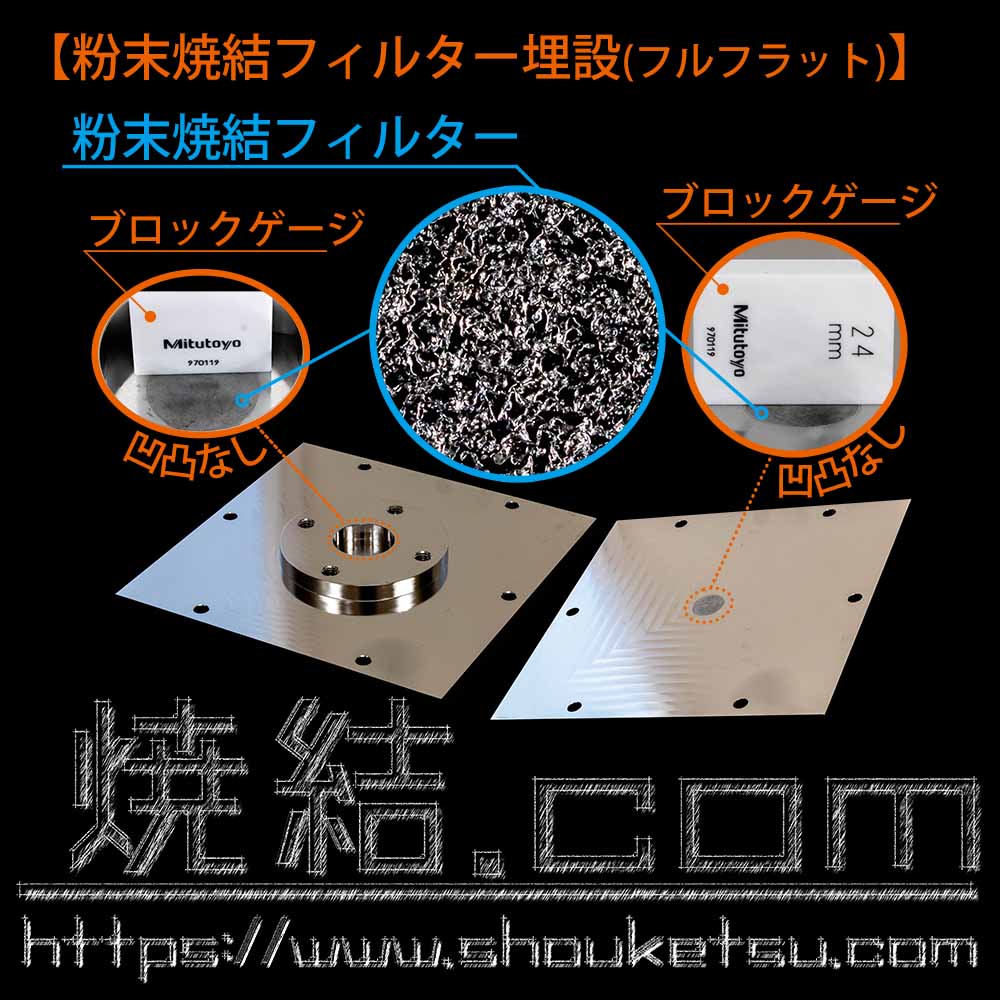
多孔質金属をハウジングに埋設し、フラットになるように設計・製作。ハウジングとの段差をなくし、フラットにすることのメリットは大きく、吸着プレートや浮遊プレートに特に効果を期待できます 
焼結金属フィルターをM5継手に溶接接合。点溶接、全周溶接は用途により選択可能 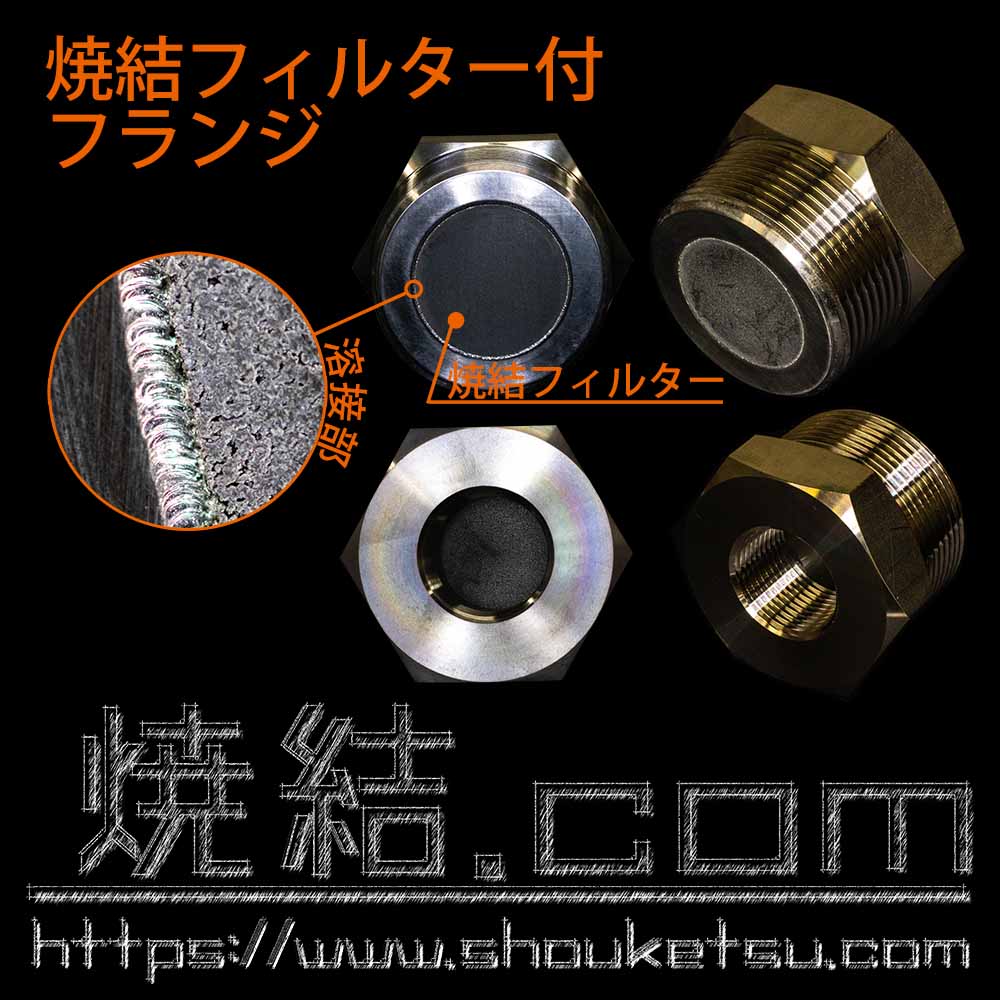
外ネジPT11/2(1インチ半)×内ネジPT3/4(6ブ)のソケット先端に焼結金属フィルターを溶接にて接合 
SUS粉末を使用した焼結金属フィルターを角形状に加工。用意したハウジングに挿入後、全周溶接にて接合。 
焼結金属フィルターの円筒形状(SUS316L)両端を金具と溶接。金具の形状・仕様は自由設計可能。 
SUS焼結金属フィルターをロール加工により円筒形状に加工。突合せ溶接により端面を接合。焼結金属両端に金具を接合することによりチューブ継手とした製品例 
SUS316L焼結金属フィルターエレメントをロール加工し、突合せにて溶接接合。型では成形できなかったり条件が合致した場合にこのような製造方法により円筒形状(パイプ形状)の製品とする 
SUS製焼結金属フィルターエレメントをハウジングに挿入し、接合方法にカシメを採用した製品。サイレンサー、フィルター、整流などの用途にご検討ください 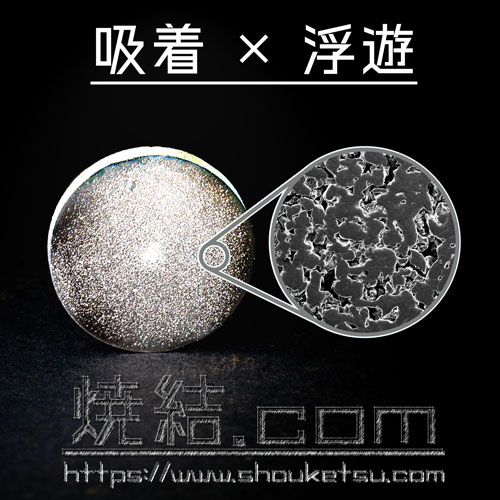
焼結金属製の吸着プレート・浮遊プレート 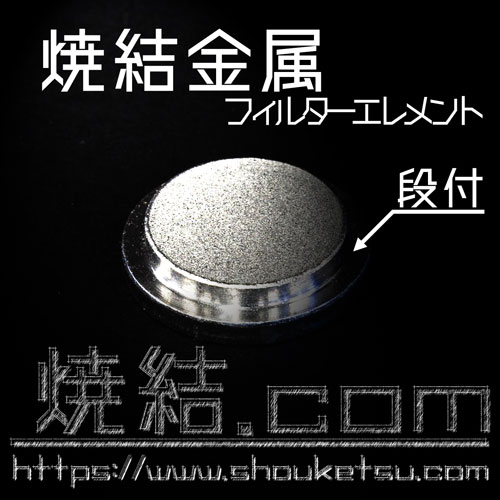
焼結金属フィルターの切削加工により外周部に段付。ツライチになり、抜け止めにもなる。 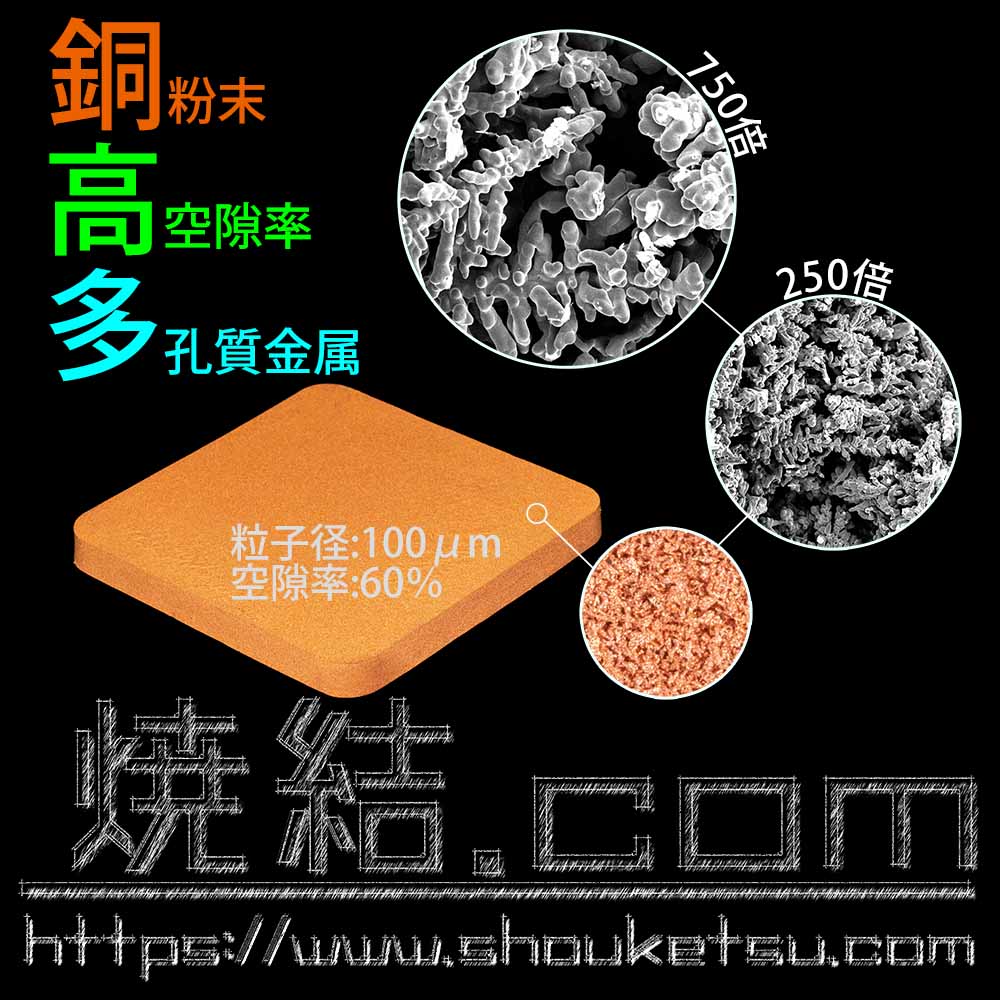
粒子径100μmという微小粒子径ながら空隙率約60%を誇る多孔質金属。焼結金属という製造方法の特長でもあるが、複雑な形状が造形できるのがポイント 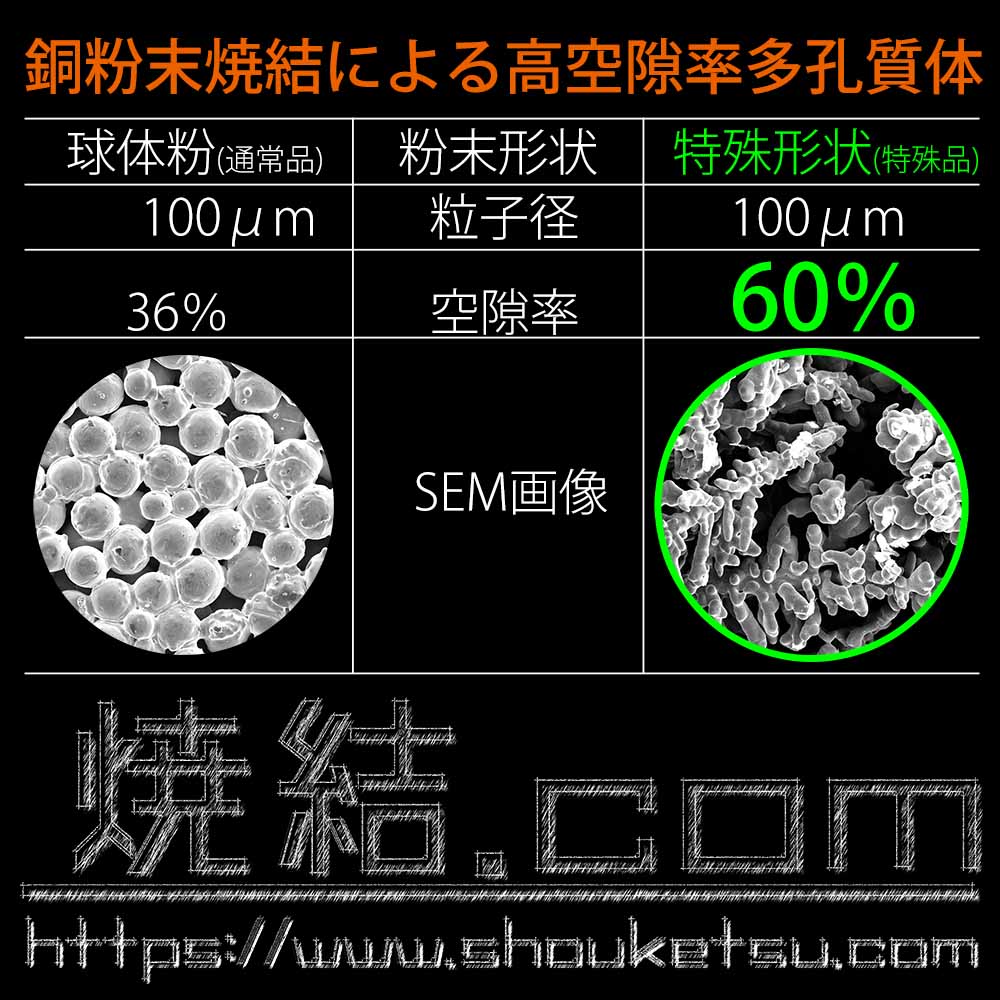
銅製多孔質焼結金属は球体粉を使用することが一般的ですが、その場合粒子径が小さくなれば空隙率も低くなりますが、特殊用途として、気孔径は小さくしたいが空隙率も高くしたいという相反する要求がございます。その相反する状況を覆した製品 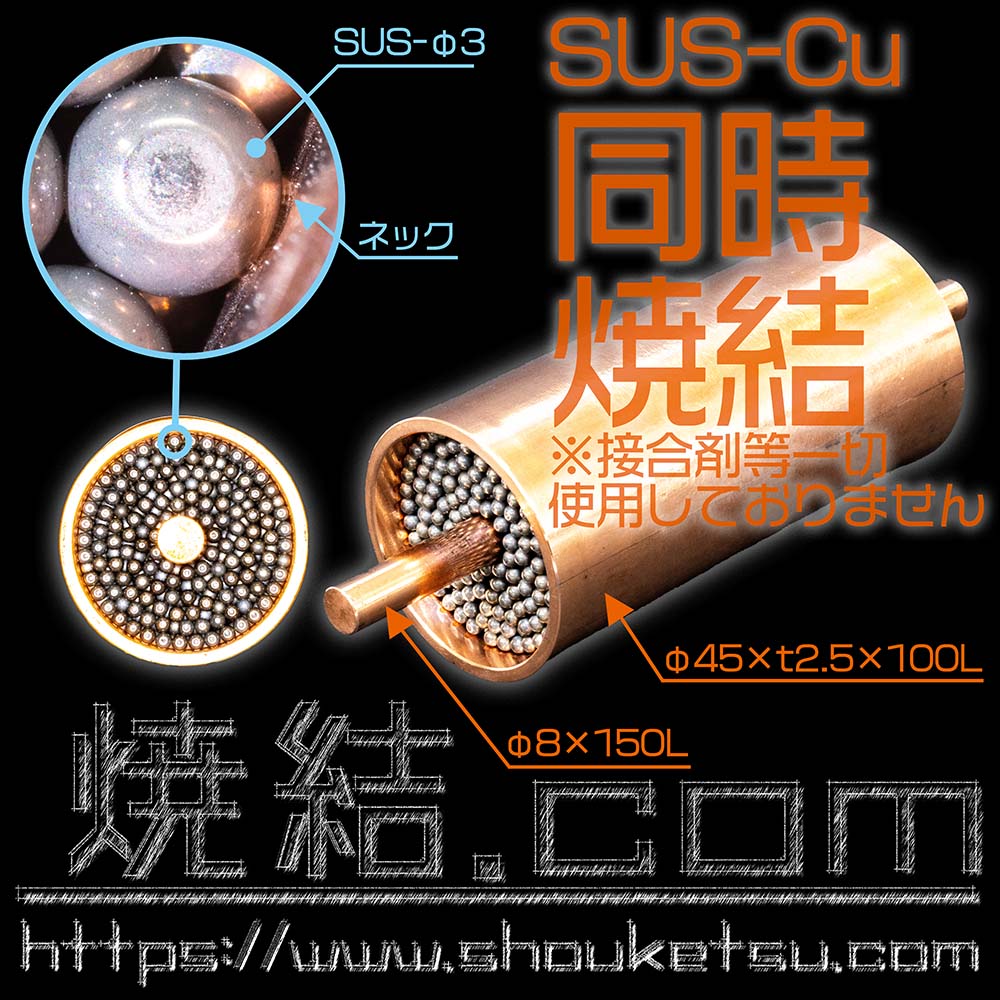
銅管内部にφ3ステンレス球を充填し、中心部にはφ8銅棒を同時焼結処理。接合剤等の使用は一切なく、純粋に素材同士のみで接合。 .jpg)
銅粉末の焼結体の間に銅板を挟み込み、同時焼結を試行 
銅管を連続的に配置し、銅管同士を焼結技術により接合した製作例。ヒートシンクやヒートパイプに… 
銅管を連続的に配置し、銅管同士を焼結技術により接合。粉末焼結体を先端に埋設するように同時焼結することにより、整流・吸水効果を付与。ヒートシンクやヒートパイプに… 
銅粉末焼結金属(多孔質金属)と銅板の間に水の通り道(水路)を設置することによりヒートシンクなどの熱交換器部材などの性能向上が期待できる。また、粉末の微細気孔により毛細管現象による吸水機能も期待できる 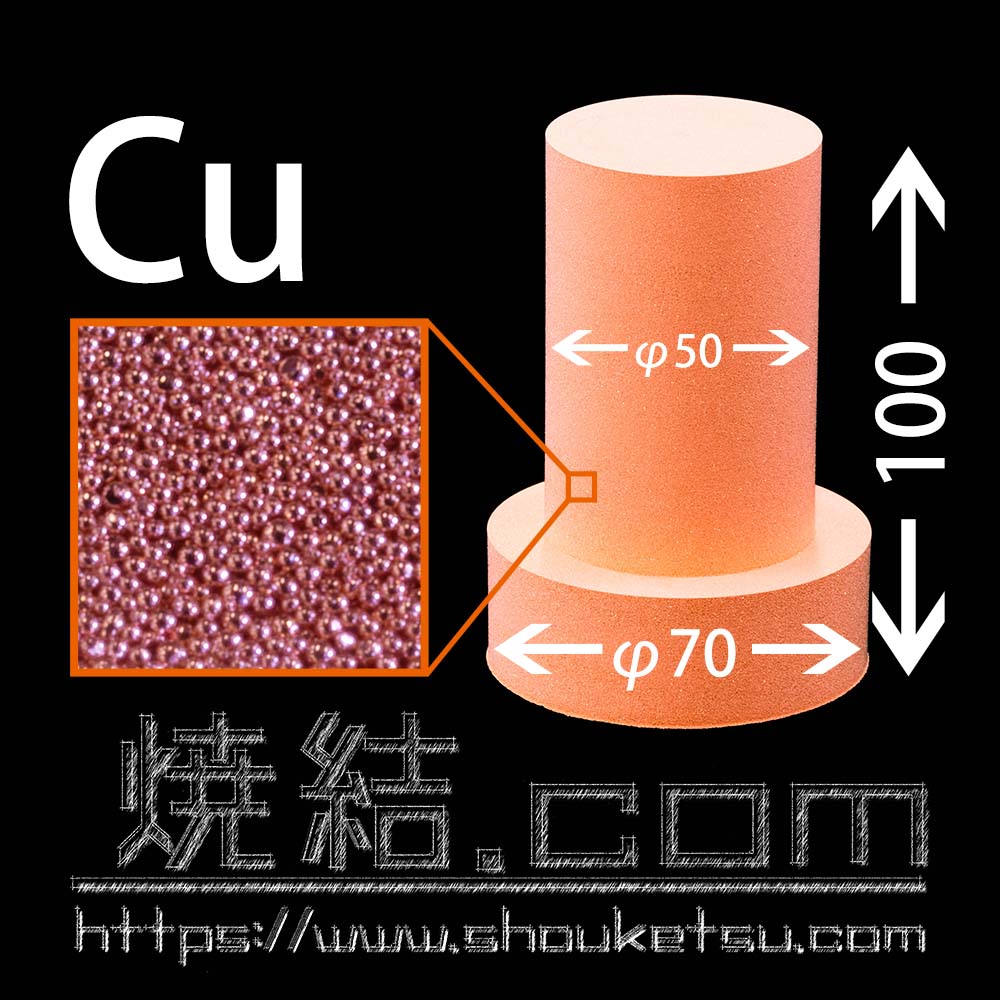
銅製の粉末焼結金属フィルターに段付加工を施した製品。フィルターとしては大きな部類。単純な様で中々奥が深いモノ 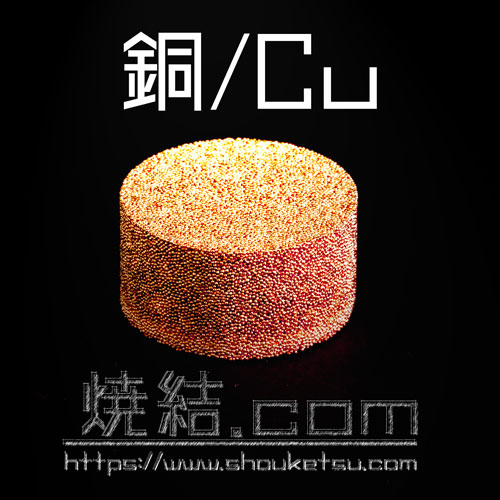
銅製の円柱形状の多孔質金属 
銅の焼結金属で四角形状の多孔質金属 
銅粉末を使用した焼結金属(多孔質金属)の中に渦巻形状に加工した銅管を埋設 
粒径100μmの銅粉焼結体(1mm厚)と5mmの銅板と同時焼結 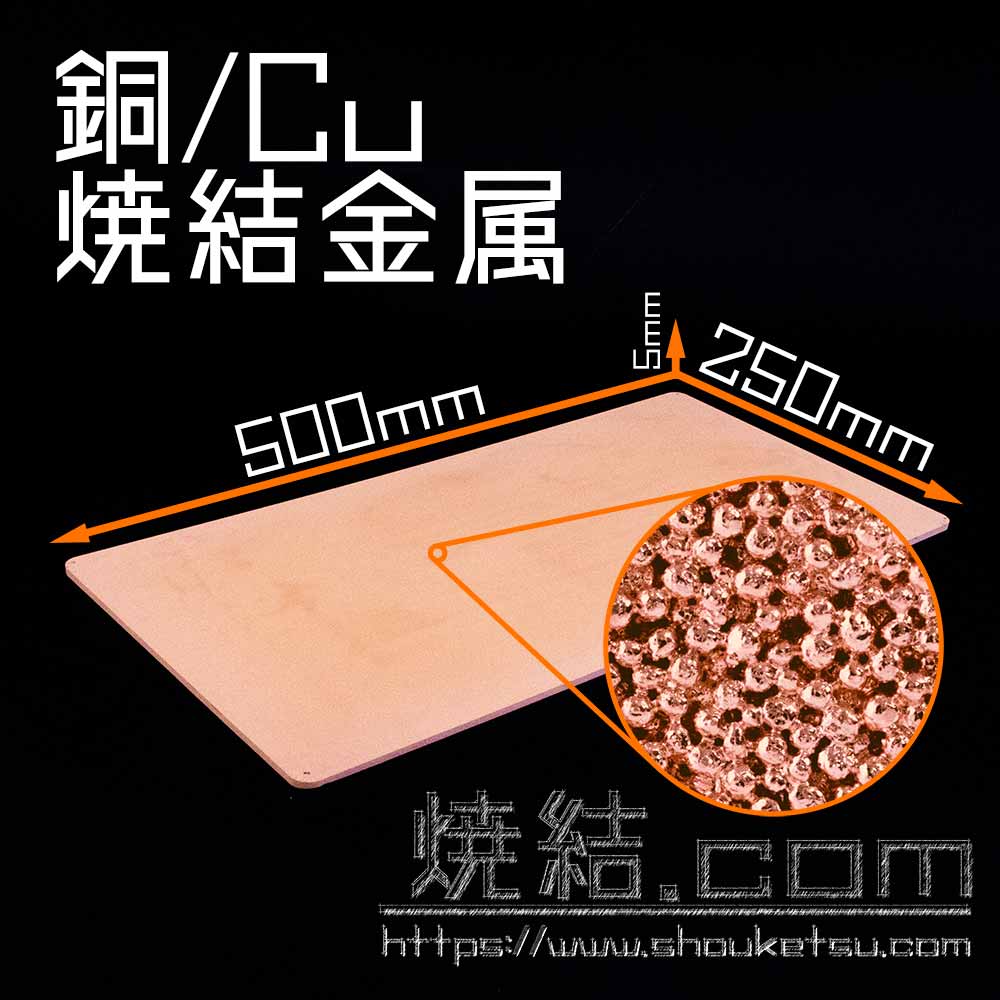
銅の焼結金属(多孔質金属)ですべての気孔が連続した連通孔。最大寸法の250×500 
銅の焼結金属(多孔質金属)において寸法は同様で粒度を50μm、100μm、500μmを比較。用途により最適な粒度を導出することが課題である 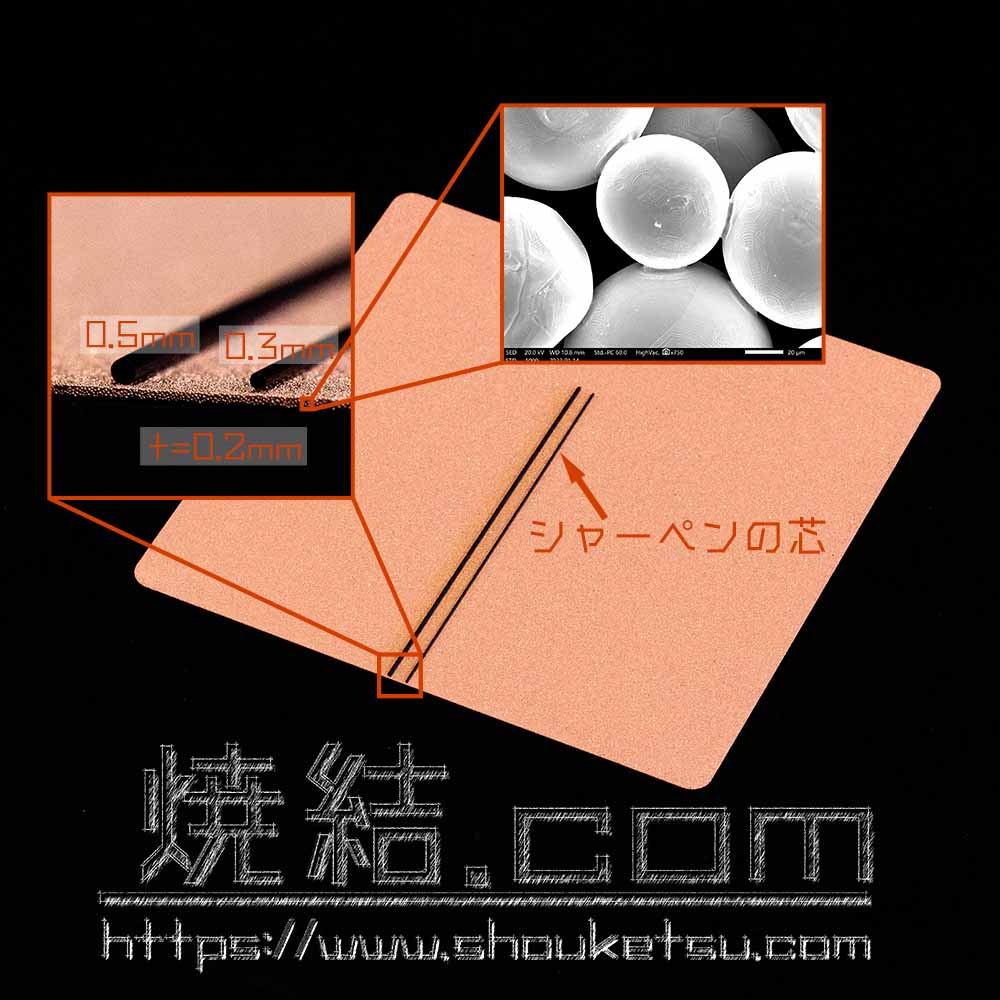
材質に銅粉末を使用した極薄0.2mm(200μm)の焼結金属・多孔質金属。気孔構造は複雑構造で気孔が連結した連通気孔なので毛細管現象の機能も期待できる 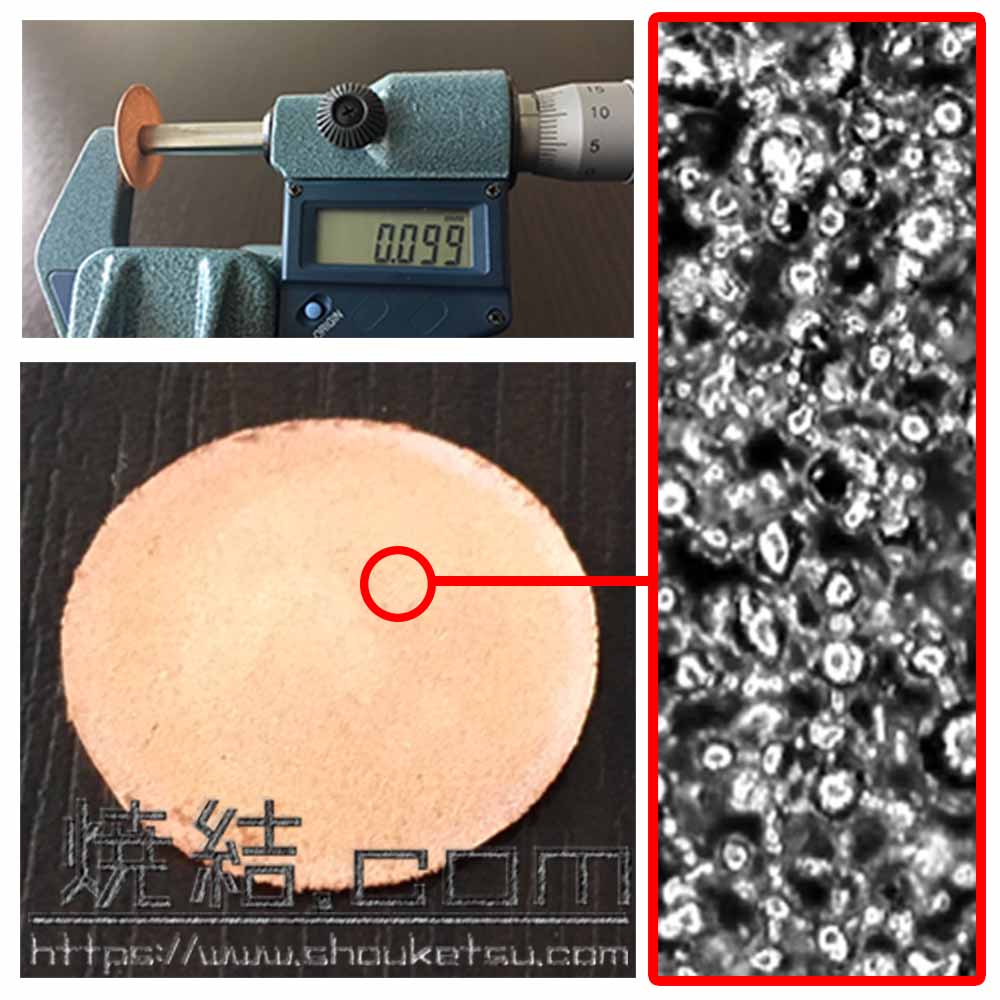
銅粉末の焼結金属(多孔質金属体)。厚み100μm(0.1mm)での製作実績。ベイパーチャンバー(ヒートシンク)などの展開に期待できる 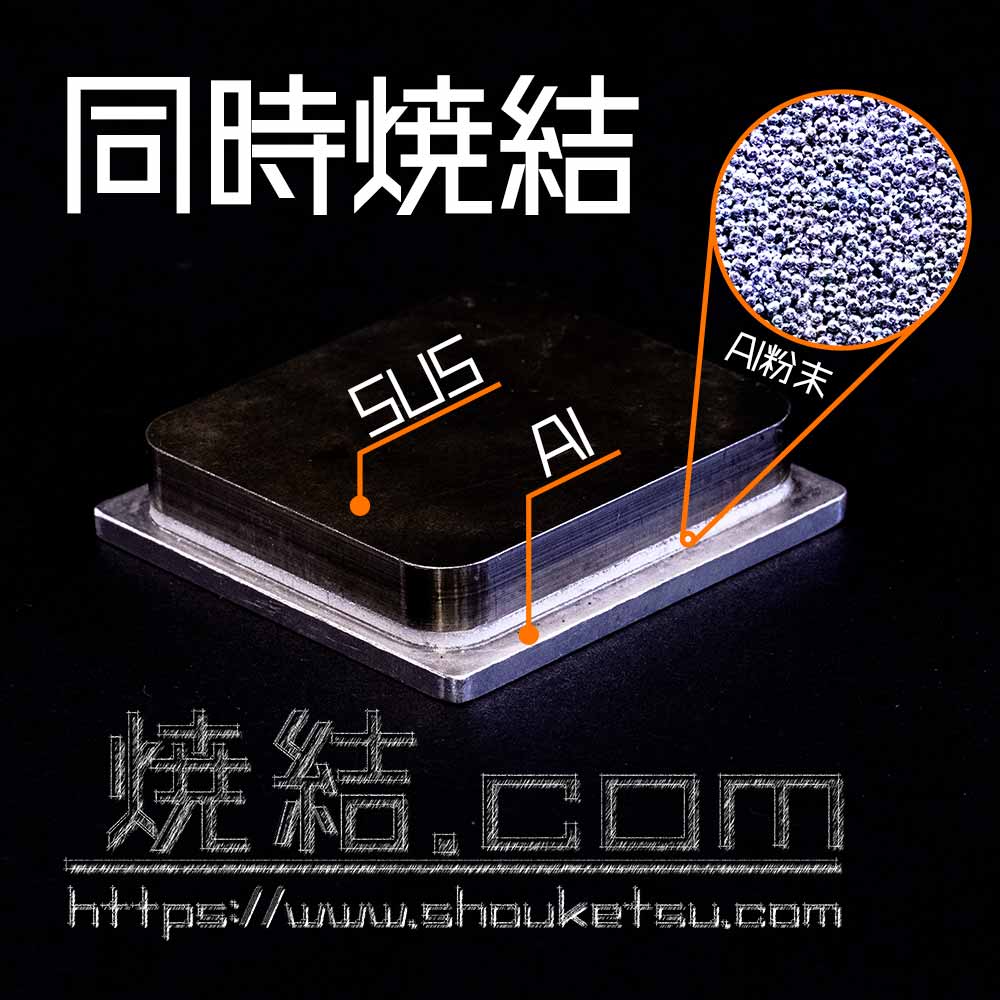
SUSの融点は約1400度であり、Alの融点は約660度であるがその差約800度もあり、正に別物である。さらにAl粉末とSUS板、Al粉末とAl板をバインダーレスで同時焼結接合した製作実例 
アルミニウム粉末とアルミニウム板を一度の焼結処理にて多孔質金属化と接合を実現した実例 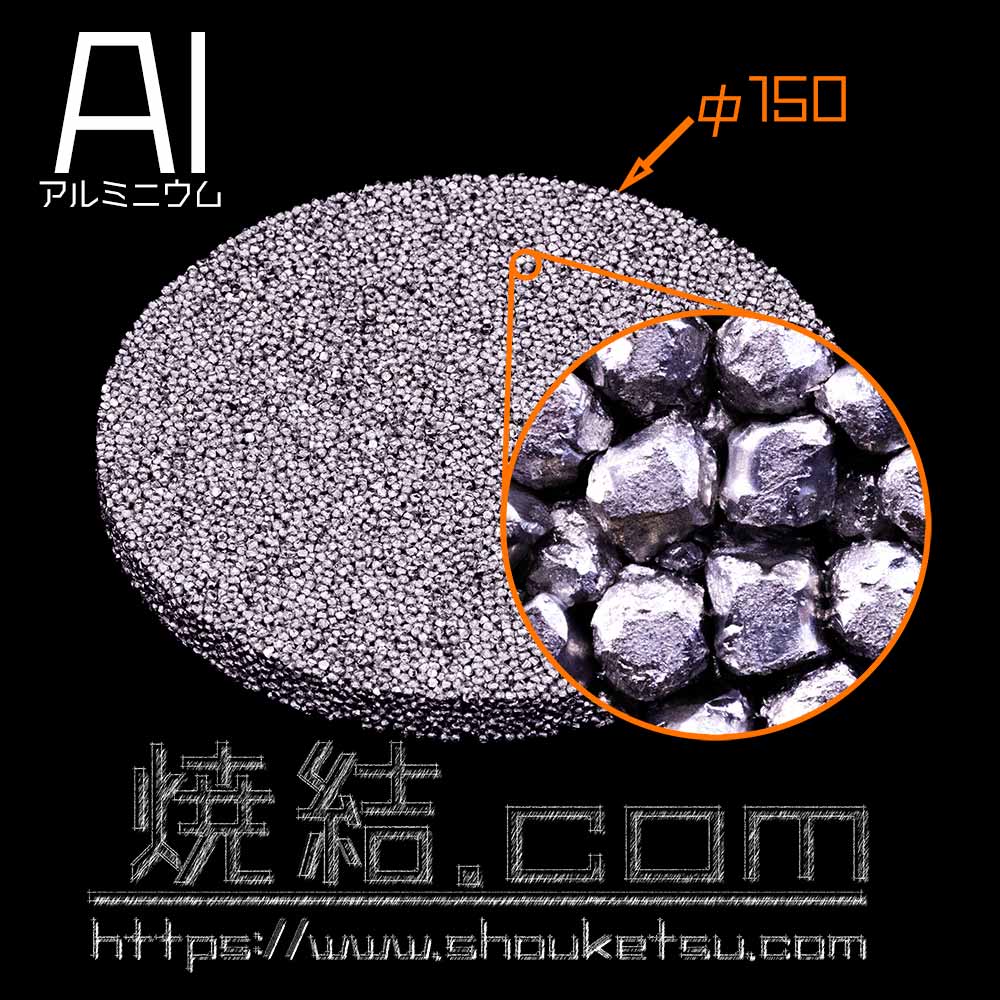
φ1mm程度のAl粒を使用しφ150×t10に焼結処理した製作実例 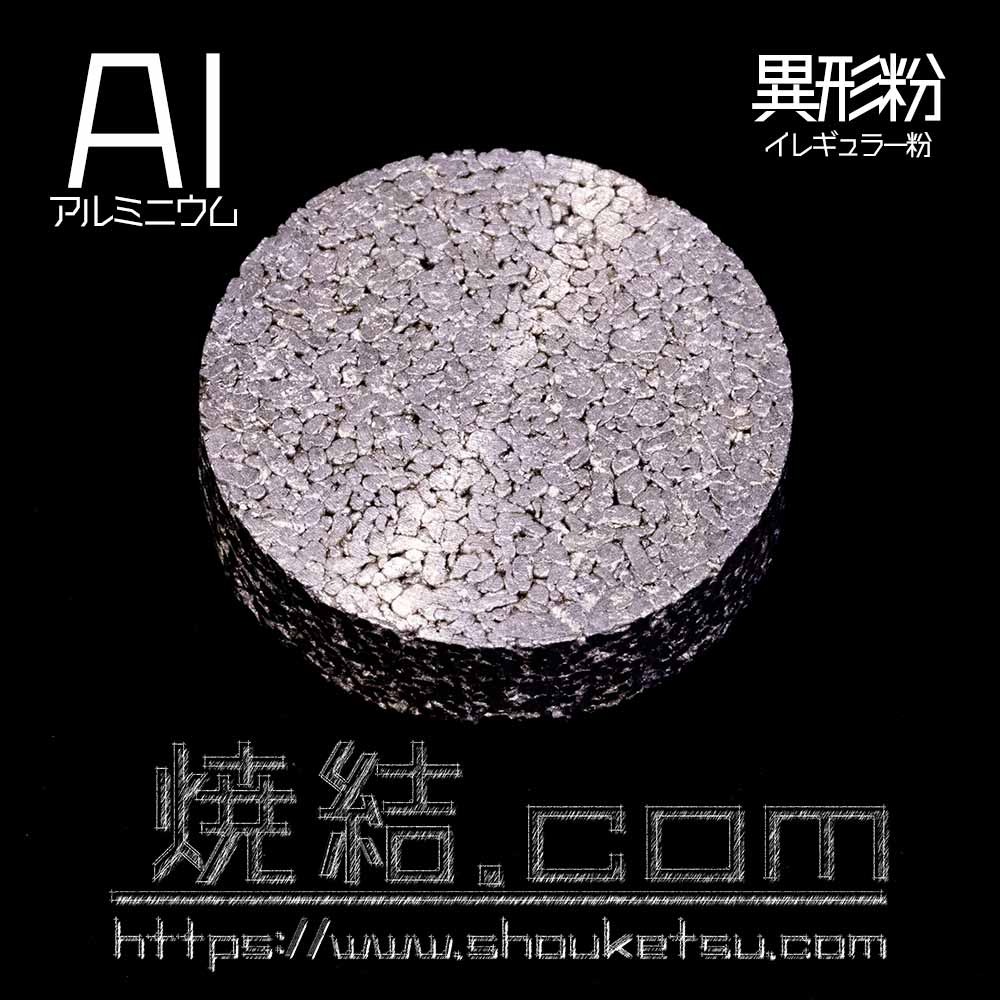
アルミニウムの異形粉(金属の切粉の様な形状をした粉末)を成形し、焼結処理した多孔質金属 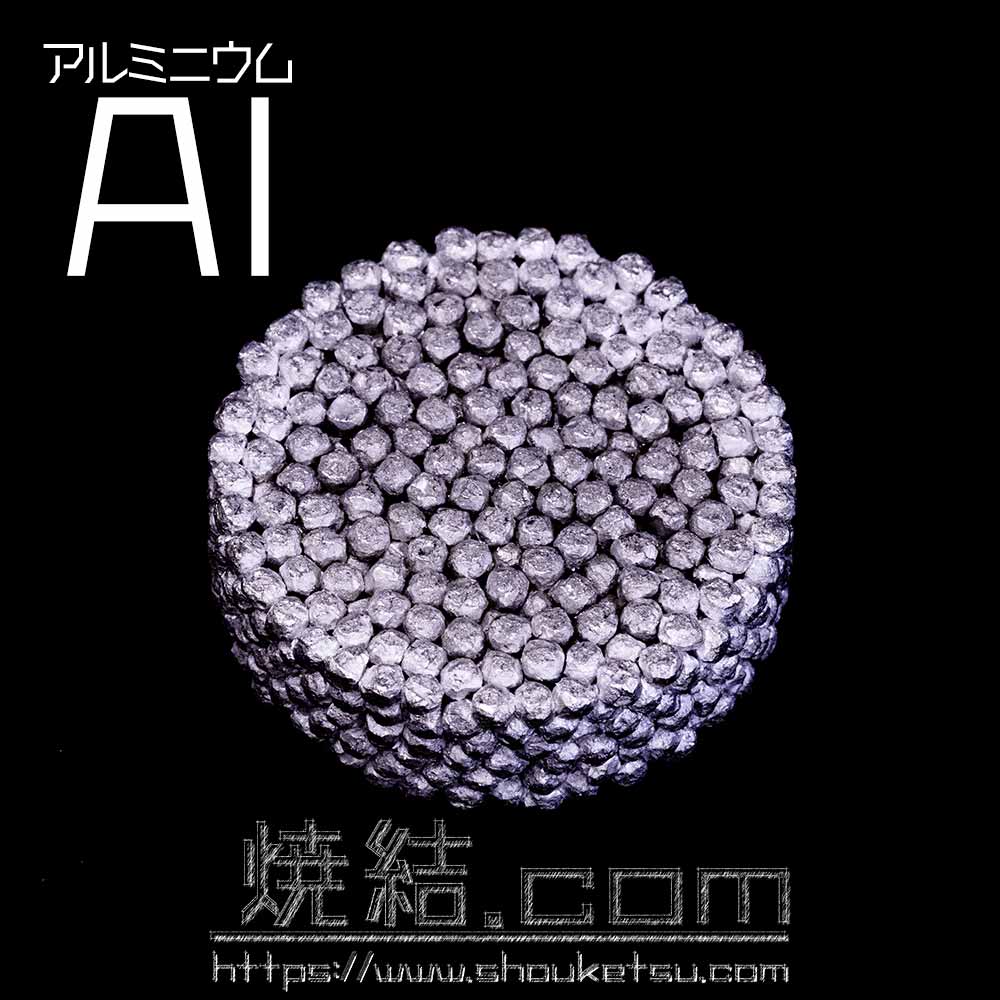
φ3mm程度のAl粒を焼結処理し多孔質金属化した製作実例 
ニッケル粉末を焼結処理した多孔質金属 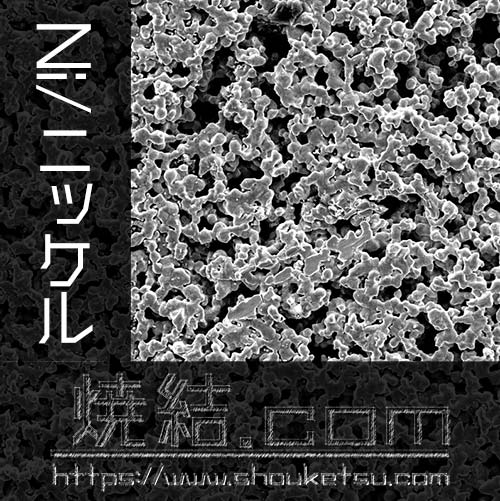
ニッケル粉末を焼結処理し多孔質金属化した複雑に入り組んだ気孔構造の拡大 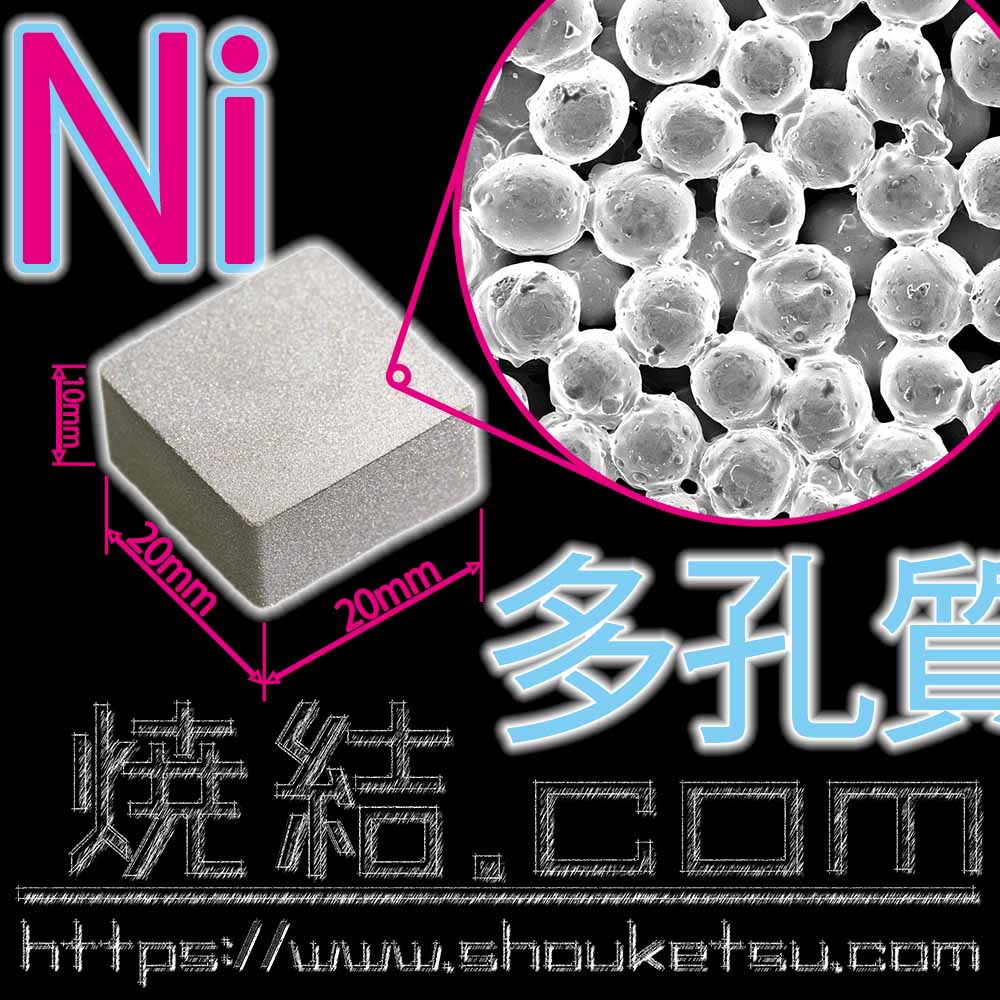
ニッケル粉末を使用した多孔質焼結金属体。ノーバインダー仕様で製作可能。□20×20×t10の製作例。電気分解用途での電極など 
チタンの焼結金属でφ60×t5の多孔質金属 
チタン/Tiの焼結金属 
金/Auの粉末1μmを使用した焼結金属で多孔質金属
金網を使用した焼結金網の製作実績
素材に金網を使用した焼結金網の製作実績
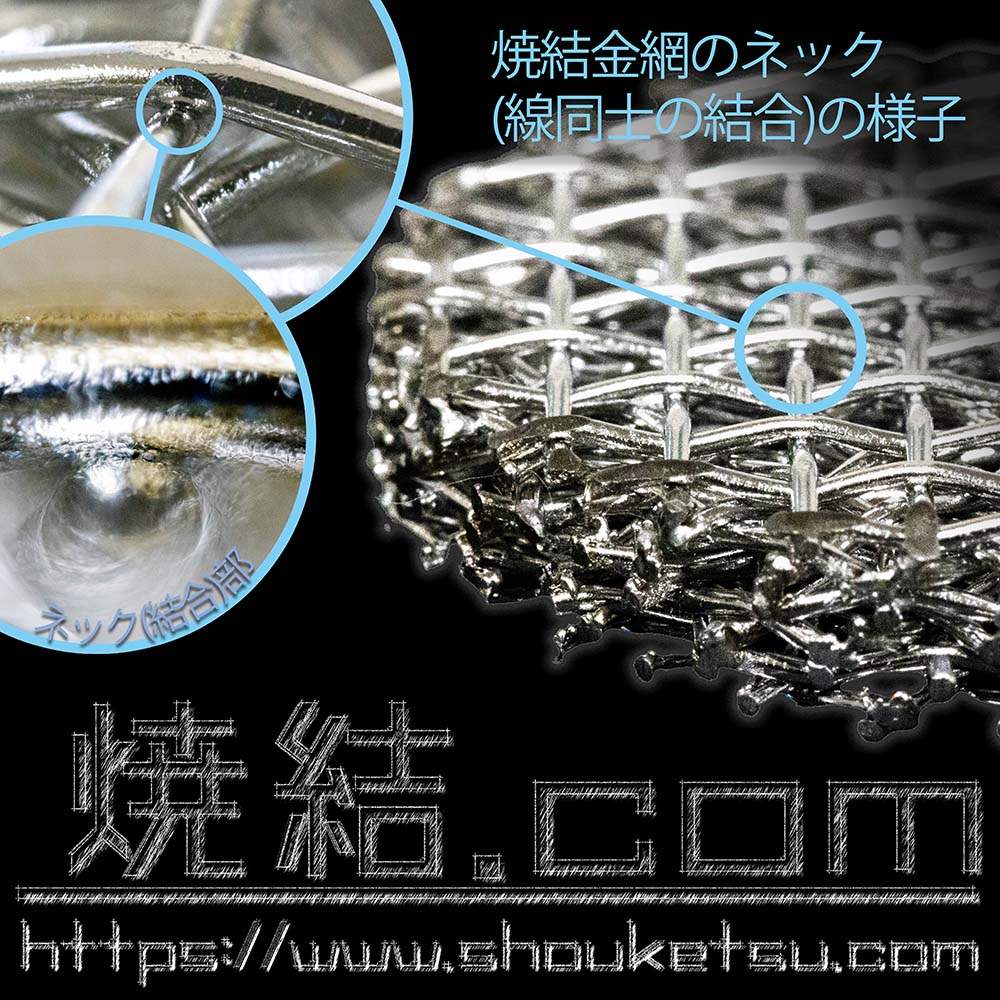
通常、金網を積層させただけでは層同士はもちろん、線同士も結合されていないので全方向にバタつきます。この焼結金網であれば結合部の拡大図の通り層、線が接触しているところ全て結合しておりますので全方位にバタつきが発生しません 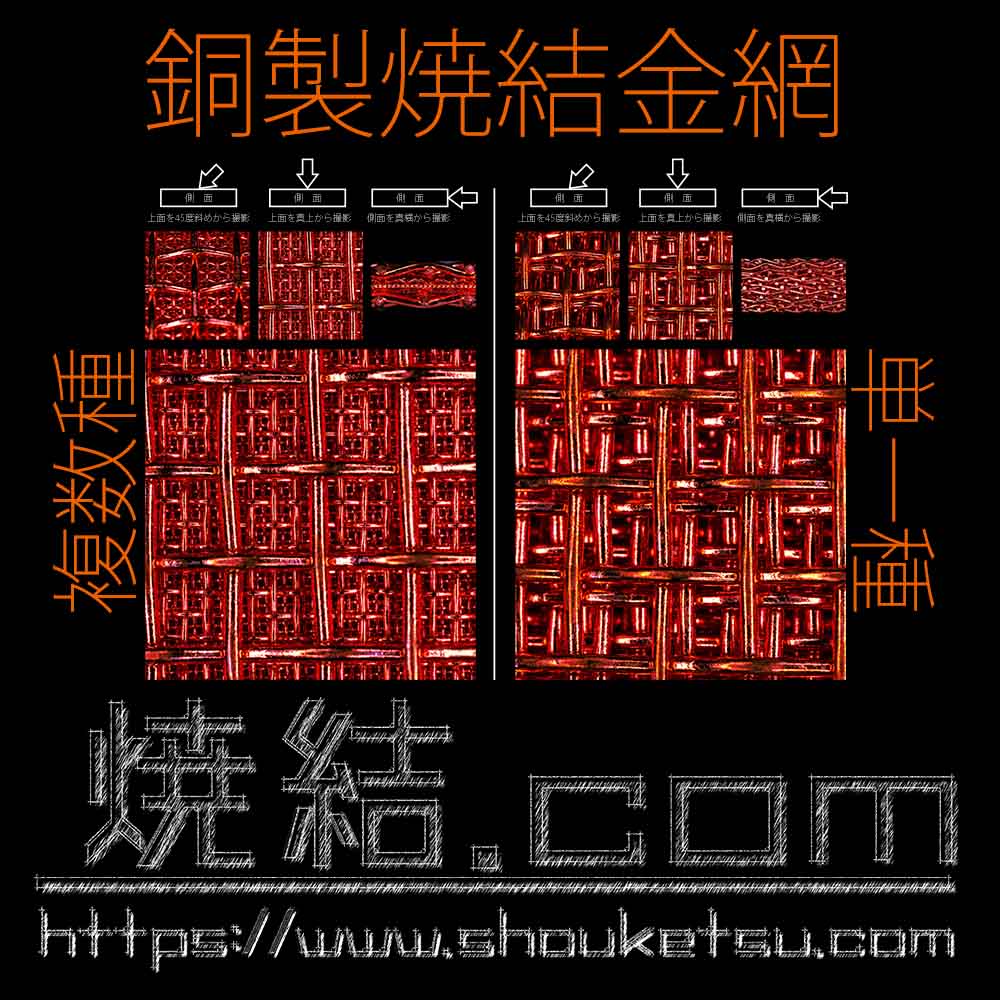
純銅製の金網を積層し、焼結処理した製品。金網の構成を複数型、単一型など構成は正に自由自在である。用途に応じて選択可。 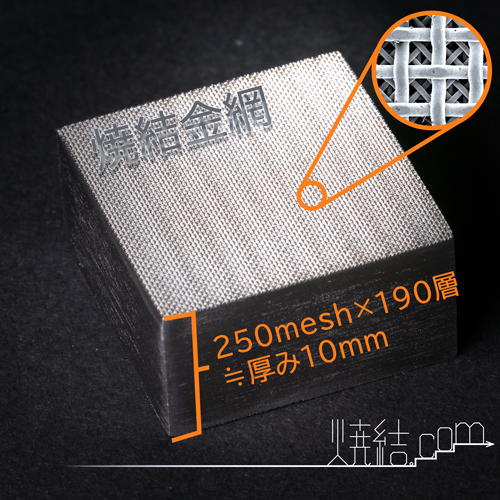
焼結金網とは、金網を1枚から複数枚積層し、焼結処理(金網の線と線を溶着させる)を施した製品である。 
焼結金網をロール加工+突合溶接にて円筒形状に加工し、更に3重に配置したハウジング 
1/4(6.35)配管内で液体内に気体を溶かし込むことを目的とし、効率化のためにガスを気泡化するためのバブリングシステム。 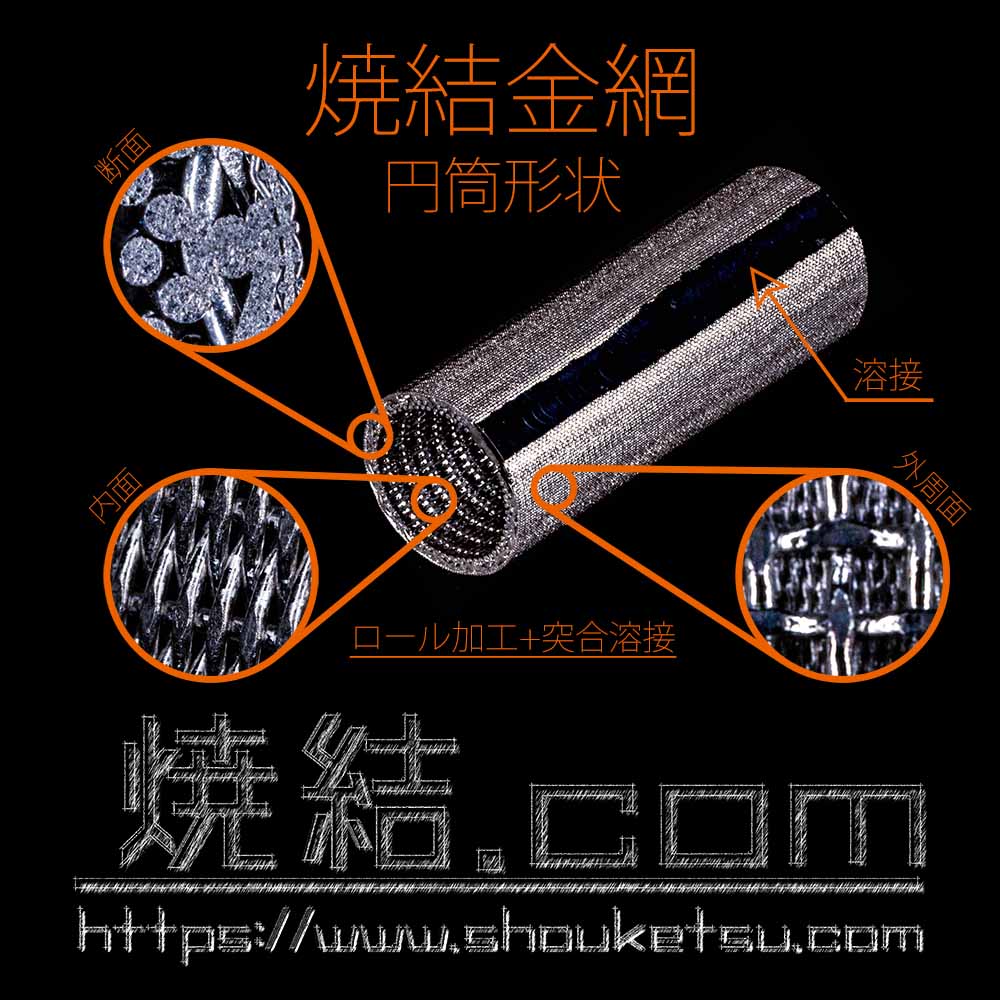
焼結金網をロール加工し、突合せ溶接により円筒形状に加工した製品。焼結金網の構成は目的により自由設計可能です 
焼結金網ノズルを組立式に構造設計し、内部や各部品ごとに洗浄・消毒・滅菌の施工しやすさを追求したノズル 
ニップル形状の継手に焼結金網フィルターを全周溶接にて搭載。配管の単純化・効率化が期待できます .jpg)
焼結金網フィルター付ニップルの搭載構造をカシメと溶接とし、状態比較。使用環境に応じた搭載方法の選択が可能。 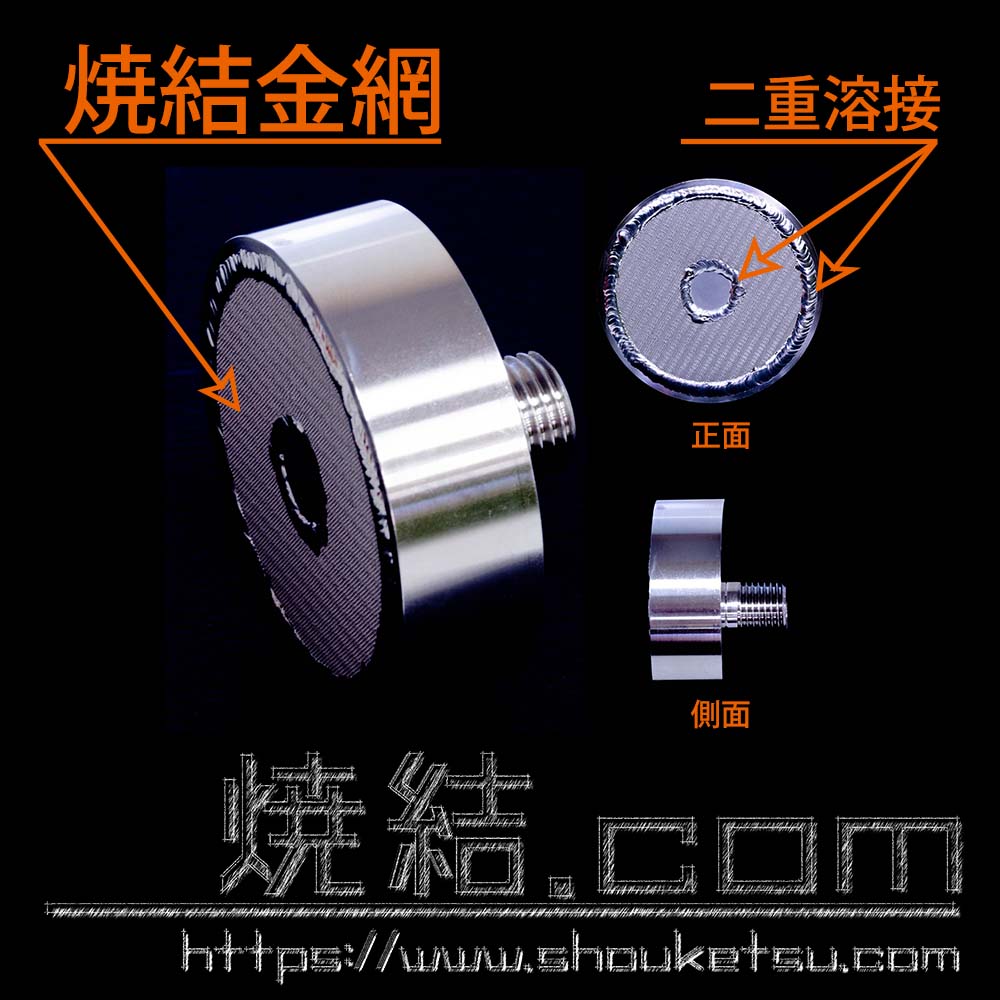
焼結金網をハウジングに装着後内・外の二重に溶接を施工 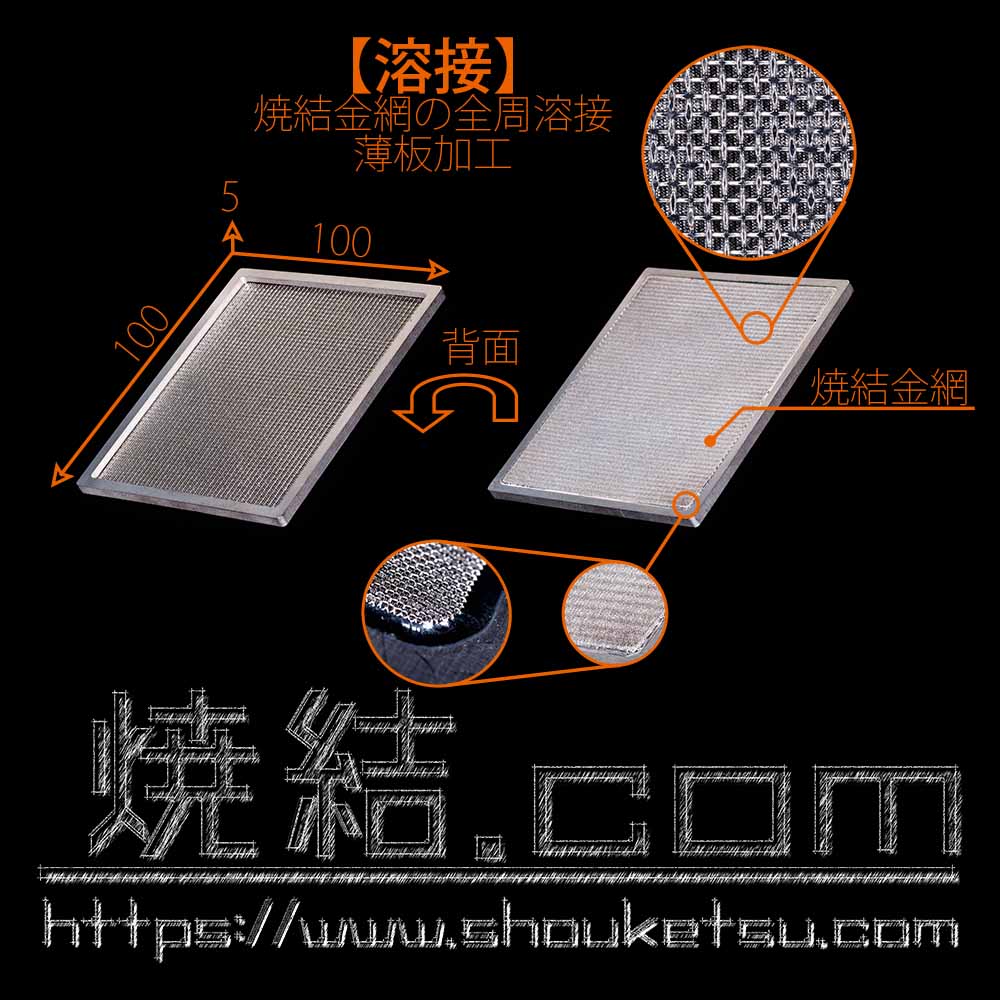
焼結金網の全周溶接加工事例。□100×100×t5のSUS薄板に焼結金網を挿入する溝を彫り込み、溶接を全周に施工。薄板の加工だけでも歪が大きく、ハードルは高い。 
焼結金網フィルターをフランジと溶接し、インラインフィルターとして設置出来る様にした製品。 
バブリングノズルによる気泡発生の様子。肉眼で観察したバブリング状況と瞬間的に撮影したバブリング画像を比較することにより、気泡径・気泡発生量などが見て取れる 
SUS製焼結金網をハウジングに挿入し、接合方法にカシメを採用した製品。サイレンサー、フィルター、整流などの用途にご検討ください 
焼結金属フィルター・多孔質金属を使用したバブリングノズルは無数に存在する微細な気孔により、整流効果が生まれる。特定の場所からのみ、発生箇所が少ないという問題は解消され、焼結金属フィルター・多孔質金属全面から気泡を発生することが可能 
焼結金網製のフィルター、ストレーナー 
500Lの焼結金網2本を溶接で繋ぎ長さを1000L(1メートル)まで延長 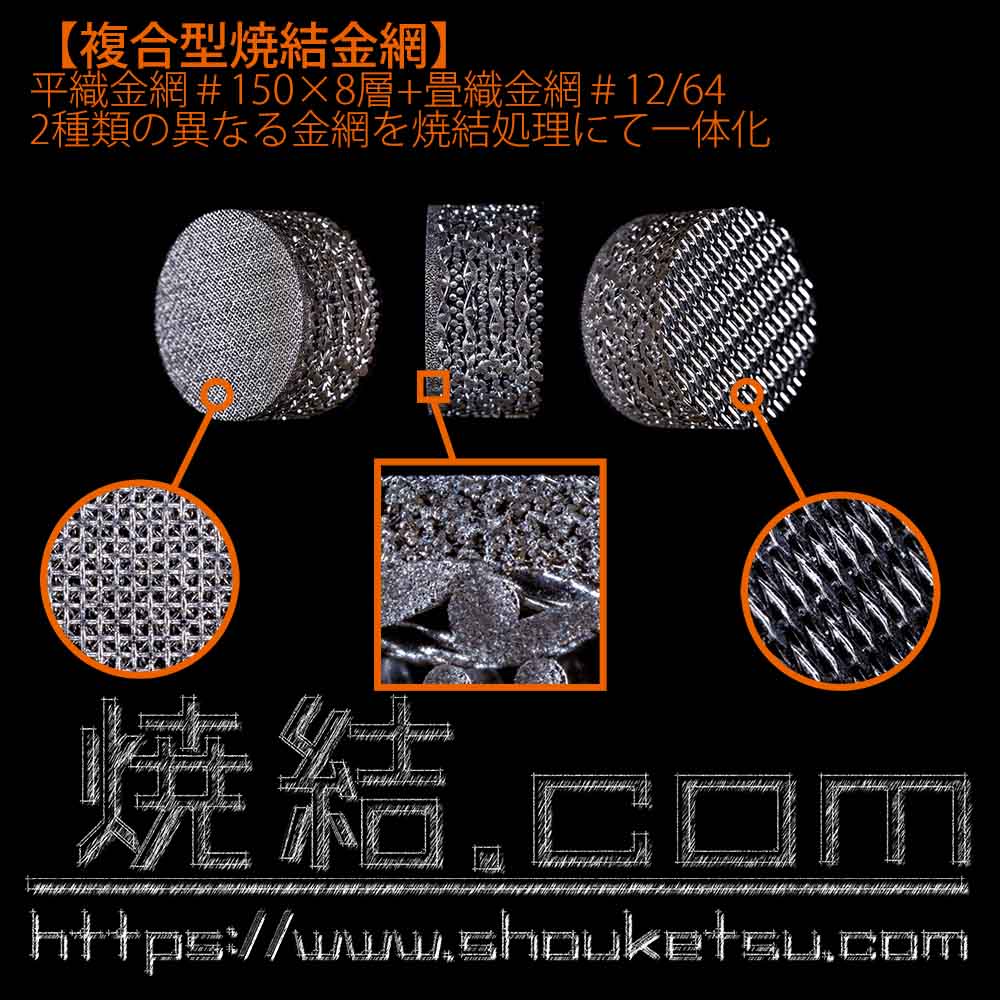
2種類の異なる金網を一体化した積層焼結金網。例では150mesh(平織金網)と12/64mesh(畳織金網)を複合化した製作例。一つの部品で2つの性能を担保可能。 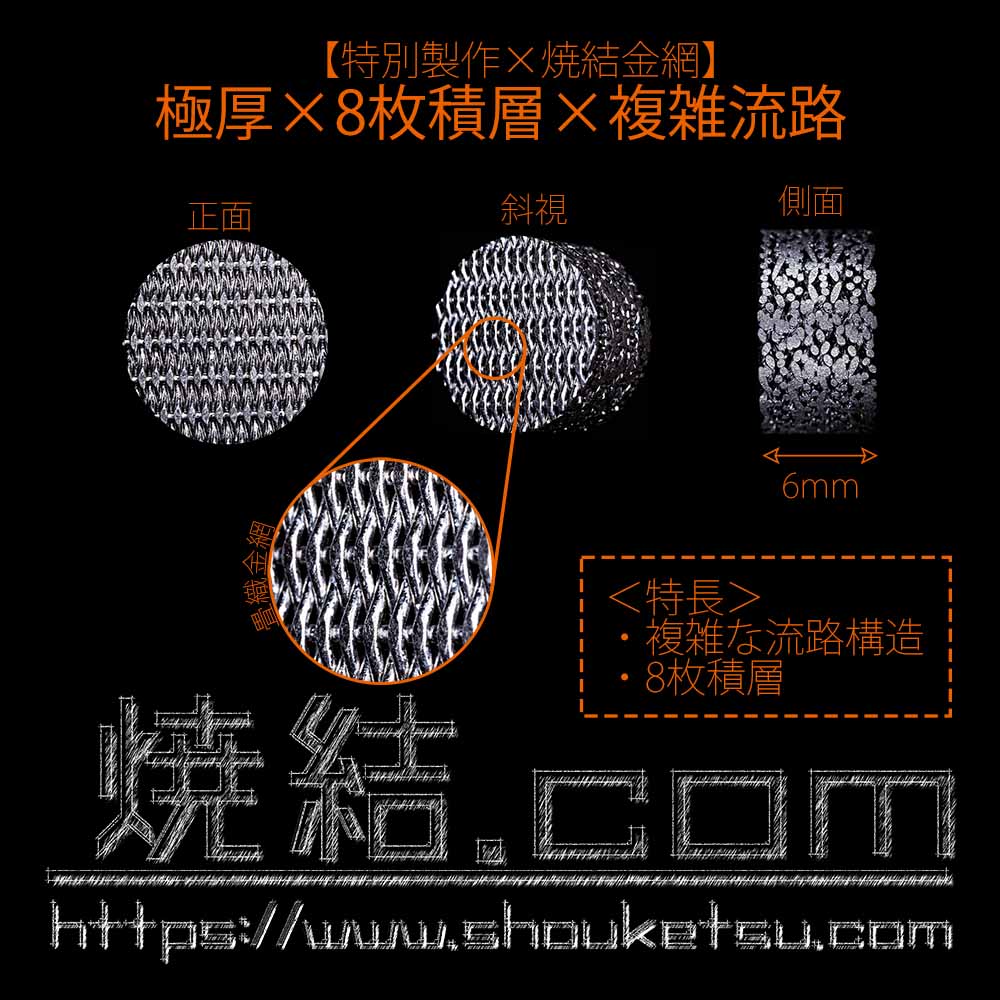
焼結金網で、構成を畳織金網を8枚積層した。複雑な流路を形成する畳織金網を8枚積層することによりさらに複雑な流路を形成することが可能 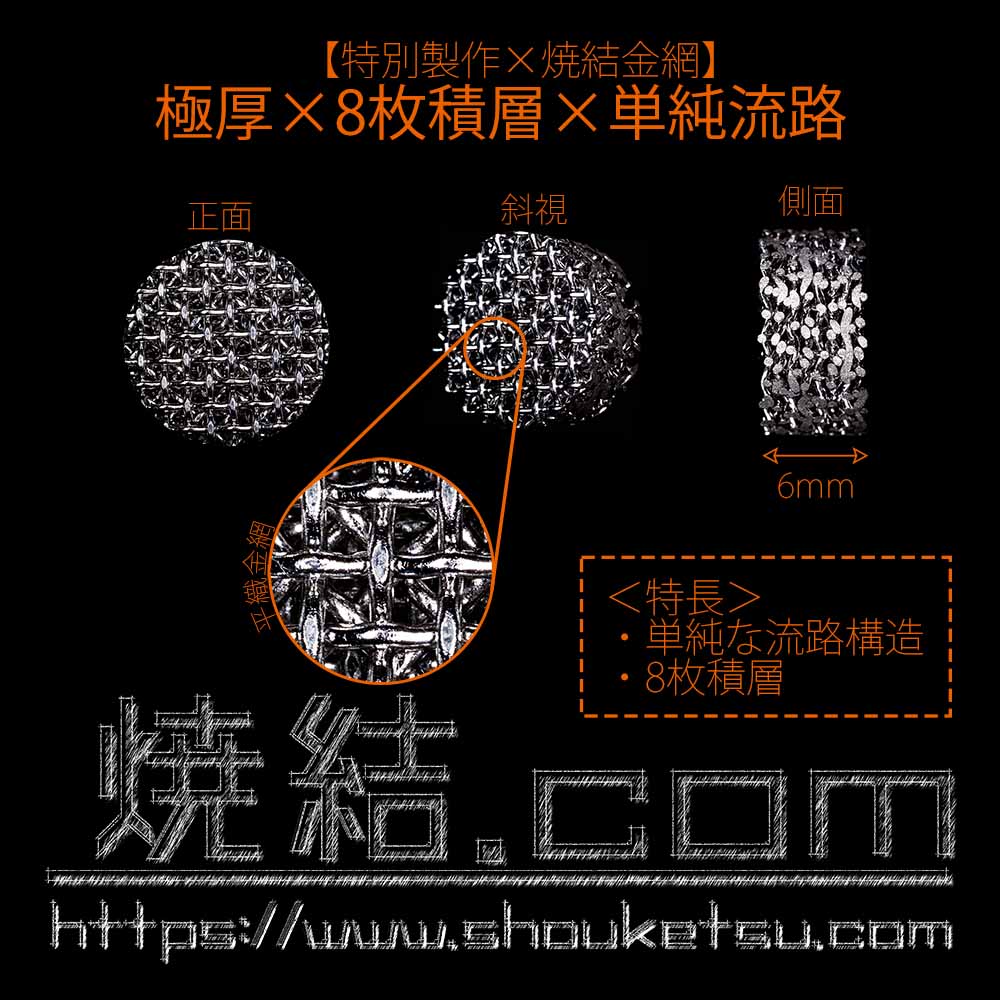
線径が太く、目の粗い平織金網を8枚積層し強度と厚みを両立した焼結金網。 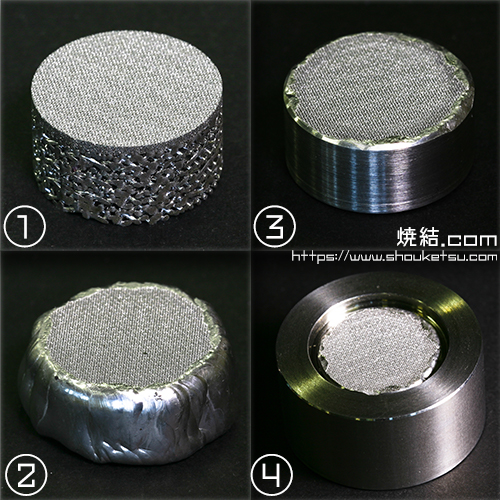
焼結金属の防爆フィルター(フレームアレスター)製作プロセス例 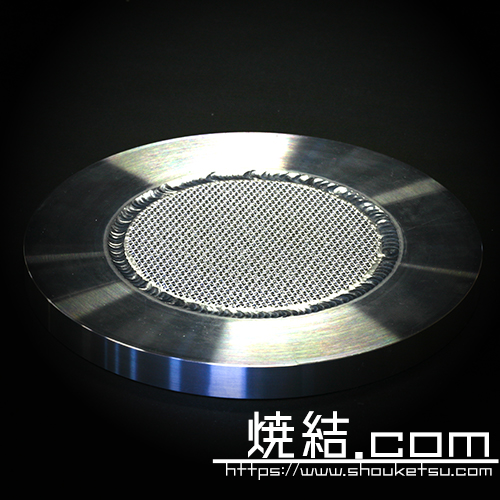
焼結金網の側面を溶接にて封止、さらにハウジング溶接することにより内部まで完全に流路を封鎖した防爆フィルター/フレームアレスター 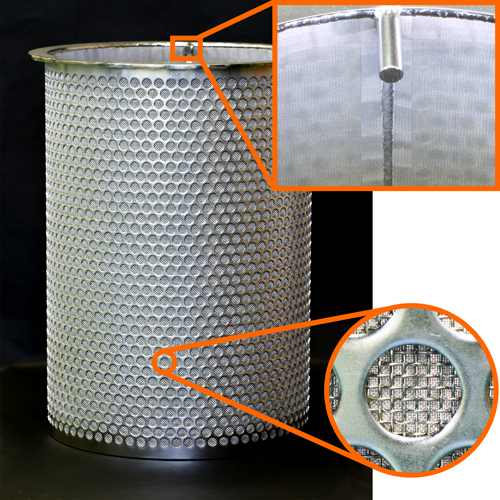
焼結金網仕様のストレーナー。バスケットタイプやラインフィルタータイプなど各種形状、長尺物や大外径にも対応可能です。 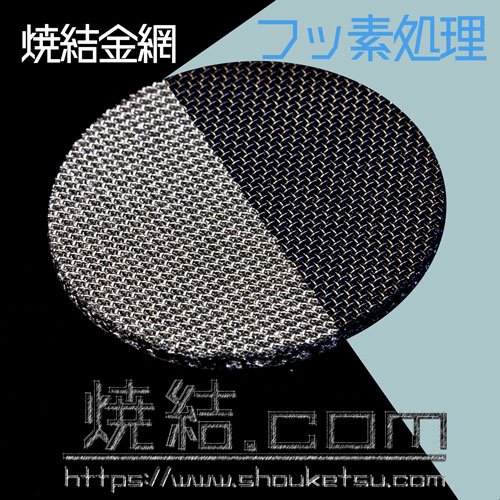
焼結金属フィルター(焼結金網)にフッ素処理の施工が可能です 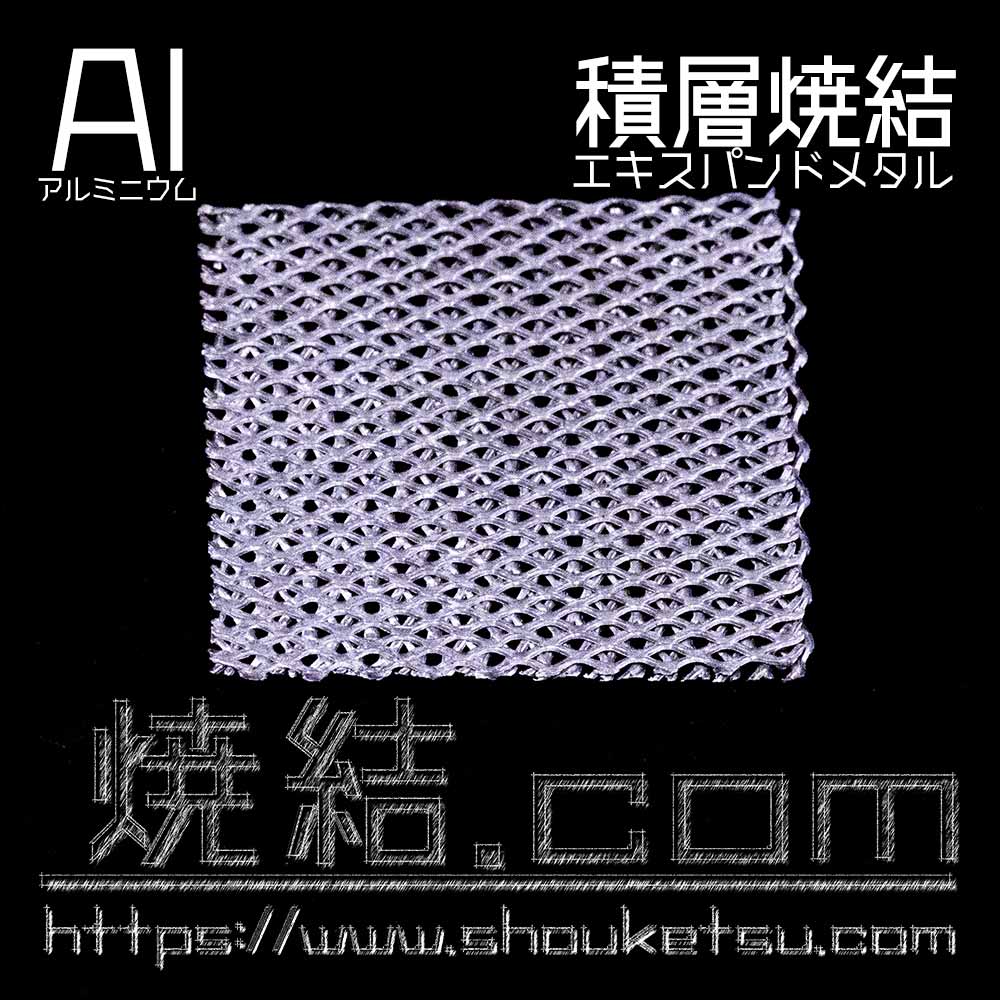
Al製エキスパンドメタルを90度回転させながら積層した製作実例。回転角度、積層枚数は自由設計可能 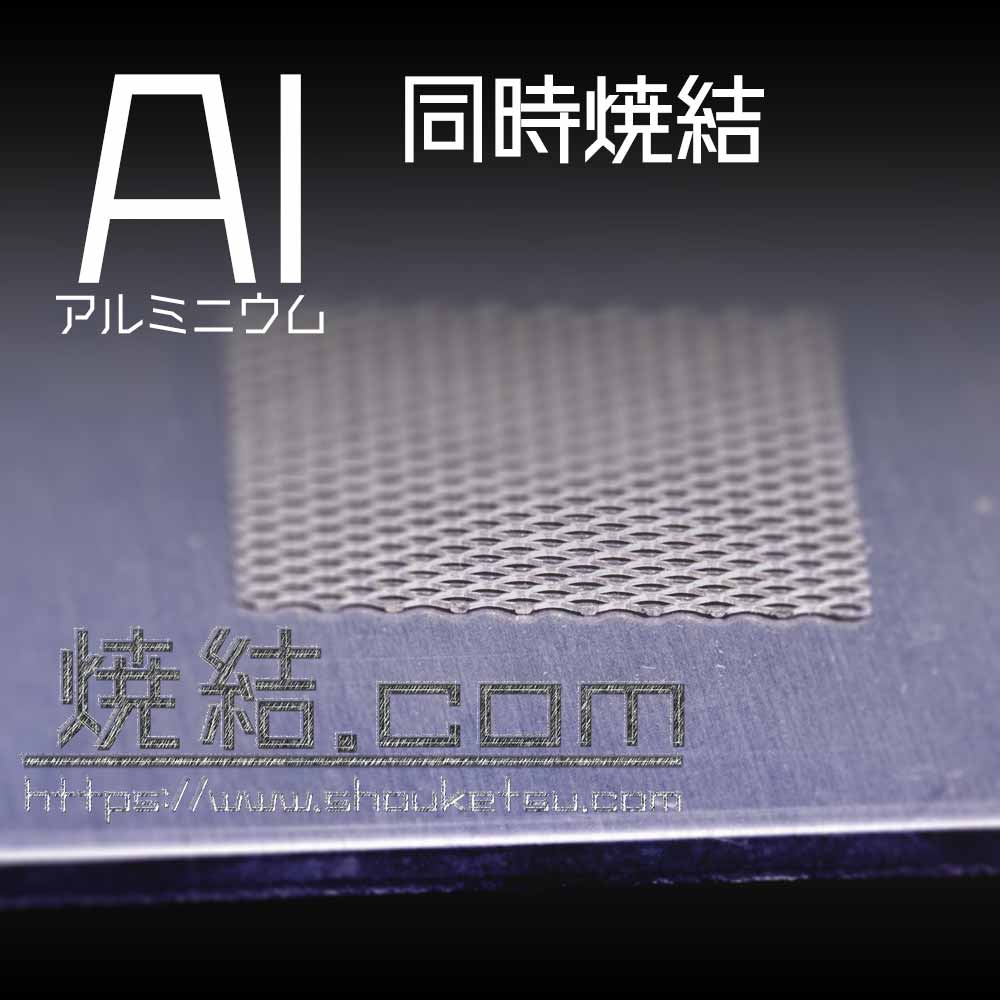
金網の代替としてエキスパンドメタルを使用し、焼結処理にて同時焼結により異材の接合
ファイバー(金属繊維)を使用した焼結金属
素材にファイバー(金属繊維)を使用した焼結金属
ファイバー(金属繊維)を焼結処理により一体化した焼結体。高性能で薄い焼結体が製作可能です 
SUS製の金属繊維を焼結処理した焼結金属体。フィルターとして高性能であり、非常に薄い焼結体が製作可能 
銅ファイバー(金属繊維)の焼結金属 
チタン製の金属繊維を焼結処理した焼結金属体。複雑な気孔孔構造なのでフィルターとして高性能であり、非常に薄い焼結体が製作可能。 
SUS製のファイバー(金属繊維)を焼結処理した焼結金属体とSUS製の金属粉末を焼結処理した焼結金属体を同時焼結で接合。ファイバー焼結の支持体として粉末焼結を採用した一例。ファイバー焼結は複雑な気孔孔構造なのでフィルターとして高性能であり、非常に薄い焼結体が製作可能。
エッチングプレートを使用したエッチング焼結プレートの製作実績
素材にエッチングプレートを使用した焼結金属

微小孔の加工が可能なエッチングプレートを複数枚積層し穴位置を合わせることにより、板厚よりも小さい気孔を設計することが可能です。流路構造がストレートなので洗浄性に優れ、圧力損失も低く、強度も保持できます。 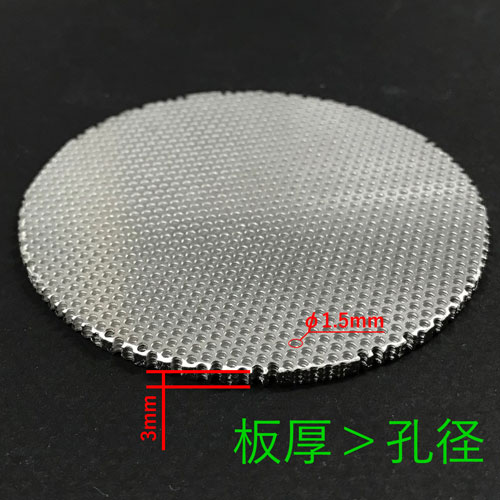
通常不可能と言われる板厚よりも小さい貫通孔が作成可能な焼結金属 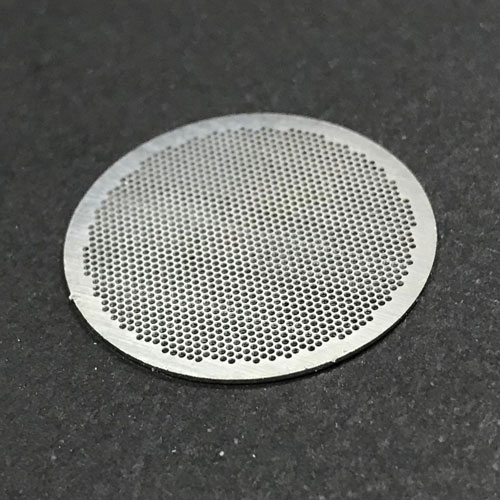
通常不可能と言われる板厚よりも小さい貫通孔が作成可能な焼結金属

φ150×t15
粒径約4mmの素材を使用し、焼結処理を致しました。

焼結金属・多孔質金属専門メーカー 焼結.com
焼結技術を駆使し、自由自在な形状を製作。
での複雑形状の多孔質焼結体")
全面連通孔(二次加工なし)での複雑形状の多孔質焼結体
焼結部材質:SUS430L 粒径:-100/+250mesh 焼結部寸法:W:45×D:45×L:40 二次加工:なし

微小孔の加工が可能なエッチングの技術を使用し、穴位置を合わせることにより、板厚よりも小さい気孔を設計することが可能です。流路構造がストレートなので洗浄性に優れ、圧力損失も低く、強度も保持できます。
微小孔の加工が可能なエッチングの技術を使用し、穴位置を合わせることにより、板厚よりも小さい気孔を設計することが可能です。流路構造がストレートなので洗浄性に優れ、圧力損失も低く、強度も保持できます。
粉末の多孔質焼結体")
金(Au)粉末の多孔質焼結体
金(Au)粉末の多孔質焼結体

金網を成形し焼結処理した焼結金網
目開きの異なる金網を交互に巻きつけることにより、金網と金網の間に空間を生じさせた一例。金網を採用する事でバラバラにならない

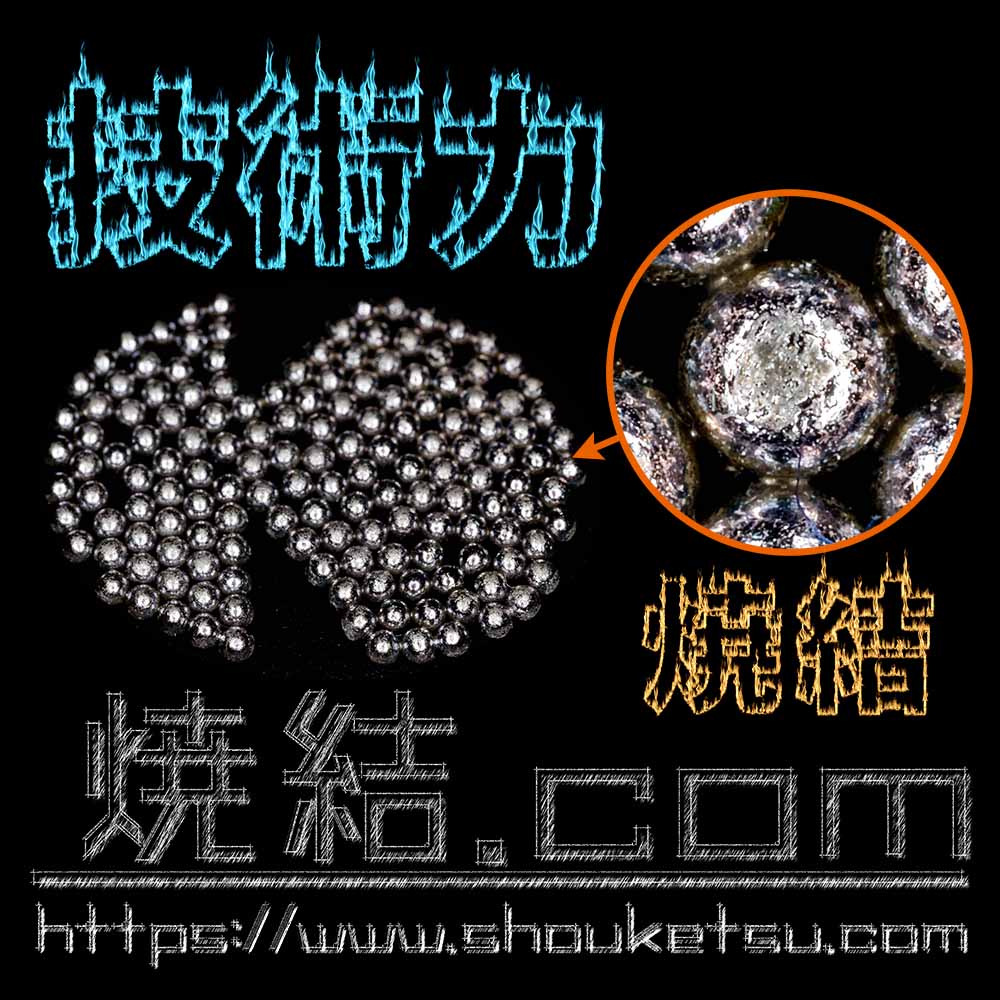
焼結金属フィルターエレメント
SUS球体粉を使用した焼結金属の焼結部拡大図

芳香金属〜金属から香水の香り〜
焼結金属フィルターエレメントの気孔形状拡大画像
")
アルミニウム製積層焼結金属(5層)
積層枚数、積層仕様は自由自在。厚み、空間率を目的に合わせて自由設計できます。
.jpg "同時焼結(アルミニウム積層焼結+プレート)")
同時焼結(アルミニウム積層焼結+プレート)
アルミニウムの積層焼結が完成したことにより、プレートとの同時焼結も可能になりました

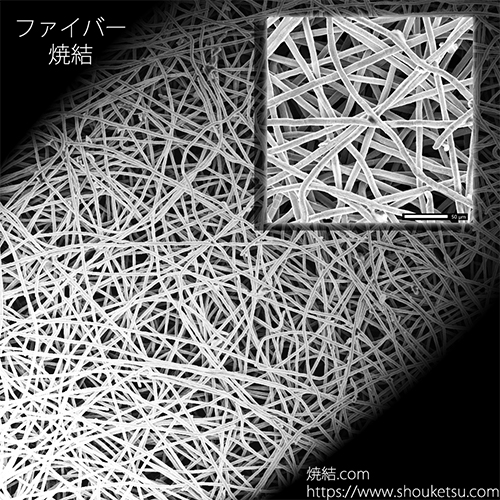
ファイバー焼結拡大
焼結部材質:SUS316L(ファイバー) 濾過径:10μ 焼結部拡大図 二次加工:なし

ブロンズ焼結フィルターとブロンズ焼結フィルターの溶接
ブロンズ製焼結金属フィルターエレメント同士の溶接です.通常ブロンズ焼結はロー付するのが一般的ですがロー付は濡れ性が良く空隙に侵入していき性能を悪化させますので弊社ではロー付ではなく溶接を採用しております

多孔質アルミニウム焼結金属の同時焼結
焼結部材質:アルミニウム 気孔径:10μ 焼結部寸法:φ20×10 二次加工:同時焼結

ステンレス製焼結金属フィルターエレメントのパイプ形状
焼結部材質:SUS316L 気孔径:1μ 焼結部寸法:φ11×φ7×30 二次加工:なし

SUS焼結体とSUS金具の全周溶接
SUSイレギュラー粉多孔質体とSUS製金具の全周溶接の一部です

焼結金属板をロール加工にて円筒状に成形し、突合せ溶接、両端に金具を溶接した製品です
焼結部材質:SUS316L 気孔径:1μ 焼結部寸法:φ25×50 二次加工:ロール加工+突合せ溶接

ステンレスの焼結金属をロール加工にて円筒状に成形し、突合せ溶接、両端に金具を溶接した製品です。
焼結部材質:SUS316L 気孔径:1μ 焼結部寸法:φ25×50 二次加工:ロール加工+突合せ溶接

ステンレスの焼結金属をロール加工にて円筒状に成形し、突合せ溶接、両端に金具を溶接した製品です
焼結部材質:SUS316L 気孔径:1μ 焼結部寸法:φ25×100 二次加工:ロール加工+突合せ溶接

SUS焼結金属フィルターエレメントのパイプ加工
焼結部材質:SUS316L 気孔径:1μ 焼結部寸法:φ25×50 二次加工:ロール加工+突合せ溶接
")
SUS焼結金属フィルターエレメントの加工(溶接)
焼結金属をレーザー溶接にて連結しております.型での製作もできず,外径が小さい為にロール加工+溶接も不可な時に考案した手法となります.φ12×20Lを10本連結した200L品です

ファイバー焼結体の溶接
接合の手段がなく、仕様に悩まされてきたファイバー焼結体ですが溶接が可能になったことにより形状の自由度は格段に増します。
焼結のプリーツ加工")
ファイバー(金属繊維)焼結のプリーツ加工
ファイバー焼結にプリーツ加工を施し、表面積を増大。補強の為に金網を同時焼結した例。
焼結のプリーツ加工")
ファイバー(金属繊維)焼結のプリーツ加工
ファイバー焼結にプリーツ加工を施し、表面積を増大。補強の為に金網を同時焼結、保護の為にパンチングを溶接した例。

ブロンズ製焼結フィルターエレメント
焼結部材質:BC/ブロンズ/青銅 気孔径:100μ 焼結部寸法:φ30×3 二次加工:なし

ブロンズ製焼結金属フィルターエレメント
焼結部材質:BC/ブロンズ/青銅 気孔径:60μ 寸法:φ30×13 二次加工:なし
形状が多くなりますが円柱も製作可能です。")
ブロンズフィルターの円柱材です。この程度の寸法だとコップ形状や円筒(パイプ)形状が多くなりますが円柱も製作可能です。
焼結部材質:ブロンズ/BC/青銅 気孔径:60μ 焼結部寸法:φ20×20 二次加工:なし

ブロンズ焼結金属フィルターエレメントのパイプ形状
焼結部材質:BC/ブロンズ/青銅 気孔径:10μ 焼結部寸法:φ140×120 二次加工:なし

ブロンズ焼結金属フィルターの製作例
焼結部材質:BC/ブロンズ/青銅 気孔径:20μ 焼結部寸法:φ25×φ23×20 二次加工:なし

焼結金属フィルターエレメントの金メッキ
焼結金属フィルター・多孔質金属に金メッキを施しました

BC焼結金属フィルターエレメントのコーン形状
焼結部材質:BC/ブロンズ/青銅 気孔径:40μ 焼結部寸法:φ13×25 二次加工:なし

ステンレス製焼結金属フィルターエレメントの円板
焼結部材質:SUS316L 気孔径:100μ 焼結部寸法:φ60×2.5 二次加工:なし

SUS製焼結金属フィルターエレメントの円板
焼結部材質:SUS316L(球体) 気孔径:100μ 寸法:φ60×2.5 二次加工:なし

SUS製焼結金属フィルターエレメントの円板
焼結部材質:SUS316L 気孔径:100μ 焼結部寸法:φ54×1 二次加工:なし

SUS製焼結金属フィルターエレメントの円板
焼結部材質:SUS316L(球体) 気孔径:20μ 寸法:φ70×2 二次加工:なし

SUS製焼結金属フィルターエレメントの円柱
焼結部材質:SUS316L(球体) 気孔径:40μ 焼結部寸法:φ54×10 二次加工:同時焼結

多孔質アルミニウム焼結金属
焼結部材質:アルミニウム 気孔径:200μ 焼結部寸法:φ30×10 二次加工:なし

アルミニウム製積層焼結金属
アルミニウムの多孔質金属を薄く製作可能

モリブデン粉末の焼結金属/多孔質金属
焼結部材質:モリブデン 粒径:3μ 寸法:φ10×10 二次加工:なし

アルミニウム多孔質焼結金属
焼結部材質:アルミニウム/Al焼結部寸法:φ20×9

アルミニウム製多孔質焼結金属
アルミニウム製多孔質焼結金属のマイクロスコープによる気孔部拡大画像

銅薄板多孔質焼結金属板
二次加工なしでの薄物焼結多孔質体ですので、目詰まりは一切しておりません。画像品は粒径:45μを使用しております。

銅粉末と銅板を積層焼結した多孔質体
銅板(t=1.0)と銅粉末(φ0.5、φ0.3、φ0.1、φ0.3、φ0.5)を交互に積層焼結した多孔質金属

銅焼結多孔質金属 φ10×10t
焼結部材質:Cu 気孔径:60μ 焼結部寸法:φ10×10 二次加工:なし
φ30×10t")
チタン製焼結(多孔質)φ30×10t
焼結部材質:チタン 粒径:1000μ 寸法:φ30×10 二次加工:なし

SUS410Lを焼結処理した多孔質金属。破壊した場合においても磁石での回収が可能
SUS410Lを焼結処理した多孔質金属。破壊した場合においても磁石での回収が可能

タンタル粉末の焼結金属/多孔質金属
焼結部材質:タンタル 粒径:-45μ 寸法:φ10×10 二次加工:なし

チタン/Ti製ファイバー焼結
チタン繊維を焼結処理した製品。線径:φ50μ+φ20μ(2層品)、空隙率:約70%、厚み:0.4mm

チタン/Ti製ファイバー焼結+プラチナ/Ptメッキ
チタン繊維を焼結処理し、プラチナメッキを施した製品。線径:φ20μ、空隙率:約70%、厚み:0.45mm

SUS焼結金属フィルターエレメント
焼結部材質:SUS316L 気孔径:20μ 焼結部寸法:φ30×6 二次加工:Oリング溝入れ

SUS粉末とリングの同時焼結フィルター
焼結部材質:SUS304 気孔径:10μ 外径寸法:φ40×5 二次加工:同時焼結+レーザー刻印
のねじ切り")
BCエレメント(ブロンズ焼結フィルター)のねじ切り
焼結部材質:BC/ブロンズ/青銅 気孔径:60μ 焼結部寸法:φ12×3 二次加工:M8タップ
")
ブロンズ焼結金属フィルターエレメントの同時焼結(フレームアレスター)
焼結部材質:BC/ブロンズ/青銅 気孔径:60μ 焼結部寸法:φ24×27 二次加工:同時焼結
製焼結金属フィルターエレメント")
ブロンズ(BC)製焼結金属フィルターエレメント
焼結部材質:BC/ブロンズ/青銅 気孔径:60μ 焼結部寸法:φ27×37 二次加工:同時焼結

ブロンズフィルターと真鍮金具を溶接にて接合した製品。場合により同時焼結ではなく、溶接の選択も可能です。
焼結部材質:ブロンズ/bc/青銅 気孔径:60μ 焼結部寸法:φ20×20 二次加工:金具溶接

BC焼結金属フィルターエレメントの同時焼結
焼結部材質:BC/ブロンズ/青銅 気孔径:40μ 焼結部寸法:φ12×45 二次加工:同時焼結

焼結金属フィルターエレメント
焼結部材質:SUS316L 焼結部寸法:φ12.6×φ6×60 二次加工:歯車形状
")
SUS焼結金属フィルターエレメントの同時焼結(センサーケース)
焼結部材質:BC/ブロンズ/青銅 気孔径:100μ 寸法:φ19×21 二次加工:同時焼結+Niメッキ
")
SUS製焼結金属フィルターエレメントの同時焼結(フレームアレスター)
焼結部材質:SUS316L 気孔径:40μ 焼結部寸法:φ14×28 二次加工:同時焼結
")
BC製焼結金属フィルターエレメントの同時焼結(フレームアレスター)
焼結部材質:BC/ブロンズ/青銅 気孔径:100μ 焼結部寸法:φ24×27 二次加工:Niメッキ
")
SUS製焼結金属フィルターエレメントの同時焼結(フレームアレスター)
焼結部材質:SUS316L 気孔径:100μ 焼結部寸法:φ33×32 二次加工:同時焼結
")
SUS焼結金属の同時焼結(センサーケース)
焼結部材質:SUS316L 気孔径:60μ 焼結部寸法:φ23×32 二次加工:同時焼結
")
SUS製焼結金属フィルターエレメントの同時焼結(センサーケース)
焼結部材質:SUS316L 気孔径:60μ 焼結部寸法:φ20×41 二次加工:同時焼結
")
SUS焼結金網の同時焼結(センサーケース)
焼結部材質:焼結金網 気孔径:100mesh 寸法:φ19×30 二次加工:同時焼結
")
SUS焼結金網の同時焼結(センサーケース)
焼結部材質:焼結金網 気孔径:80mesh 寸法:φ16×16 二次加工:同時焼結
")
焼結金網の同時焼結(センサーケース)
焼結部材質:焼結金網 気孔径:100mesh 寸法:φ14×20 二次加工:同時焼結

SUS製焼結金属フィルターエレメントの角板
焼結部材質:SUS316L 気孔径:10μ(球体) 焼結部寸法:□100×100×2t 二次加工:なし

多孔質焼結金属センサーカバー
焼結部材質:SUS316L 気孔径:10μ 焼結部寸法:φ9×φ8×17 二次加工:機械加工+目詰除去

SUS焼結金属フィルターエレメントの多孔質パイプ φ32×60L 20μ
焼結部材質:SUS316L 気孔径:20μ 焼結部寸法:φ32×60 二次加工:なし

SUS焼結金属フィルターエレメントの連結溶接
焼結金属と焼結金属をレーザー溶接にて連結しております.レーザー溶接ですので歪みは最小限に抑えられ,ビート幅も最小で連結できますので性能の低下も最小限に抑えた試作が可能です.

銅製ファイバー焼結多孔質金属
銅繊維を焼結処理した多孔質金属。線径:φ50μ、空隙率:約70%、厚み:1mm

純銅の粉末を50μの薄さで焼結処理した多孔質金属
純銅の粉末を50μの薄さで焼結処理した多孔質金属

銅焼結多孔質体と銅パイプの同時焼結
焼結部材質:銅/Cu 気孔径:10μ 焼結部寸法:φ15×φ10×20 二次加工:同時焼結

焼結金網の特注製作。用途や使用環境に合わせて設計・製作可能です
焼結金網の特注製作。用途や使用環境に合わせて設計・製作可能です
")
厚み2mmの焼結金網(100mesh)
100meshの金網を複数枚積層させ焼結処理した焼結金網
")
厚み2mmの焼結金網(50mesh)
50meshの金網を複数枚積層させ焼結処理した焼結金網

平織金網複数枚の焼結体と畳織複数枚の焼結体を同時焼結処理した複合焼結金網
平織金網複数枚の焼結体と畳織複数枚の焼結体を同時焼結処理した複合焼結金網

厚み5mmの焼結金網
20meshの金網を複数枚積層させ焼結処理した焼結金網

ヒートパイプ
焼結部材質:純銅 焼結素材:銅リボン 焼結部寸法:φ15×30L 二次加工:同時焼結

焼結金網の形状加工
焼結部材質:積層焼結金網 気孔径:100mesh 焼結部寸法:φ10×5層 二次加工:なし

銅金網を焼結処理した焼結金網
銅金網を焼結処理した焼結金網

銅金網を焼結処理した焼結金網
純銅製積層焼結金網焼結部拡大図.SUS製焼結金属は一般的であるが,純銅製積層焼結金網は焼結.comでしか製作できないオリジナル製品

焼結金網の形状加工
焼結部材質:積層焼結金網 気孔径:100mesh 焼結部寸法:5層 特徴:金型不要
まで延長")
500Lの焼結金網2本を溶接で繋ぎ長さを1000L(1メートル)まで延長
500Lの焼結金網2本を溶接で繋ぎ長さを1000L(1メートル)まで延長

焼結金網をSUS管と溶接
焼結金網をSUS20A管に溶接した製品

フレームアレスター、防爆フィルター例
7mm程度の厚みの焼結金網を金具に挿入し、TIG溶接を施工。

積層焼結金網仕様バブリングノズル
焼結部材質:積層焼結金網 気孔径:バブリング仕様 焼結金網部寸法:φ14×100 特徴:金型不要

焼結金網のパイプ加工
金網材質:SUS/ステンレス 気孔径:2μ 焼結金網部寸法:φ42×500 二次加工:ロール加工+突合せ溶接

焼結金網のパイプ形状
金網材質:SUS/ステンレス 気孔径:2μ 焼結金網部寸法:φ42×500 二次加工:ロール加工+突合せ溶接
の焼結金網フィルターも製作可能です。")
食品・医療界仕様(サニタリー仕様)の焼結金網フィルターも製作可能です。
焼結金網材質:SUS316L 焼結部寸法:φ25×50 二次加工:ロール加工+突合せ溶接

焼結金網とフランジの複雑形状溶接
焼結金網とフランジの複雑形状溶接

焼結金網製ストレーナー
焼結部材質:SUS焼結金網+SUSパンチングプレート 気孔径:20μ 焼結金網部寸法:φ135×200 二次加工:パンチングプレート同時焼結+ロール加工+突合せ溶接

焼結金網の同時焼結
焼結金網とパンチングプレートの同時焼結

焼結金網の同時焼結
焼結金網の同時焼結

焼結金網製ストレーナー
焼結金網製ストレーナー

焼結金網の溶接
焼結金網と金具の複雑形状溶接

焼結金網の溶接
焼結金網□330の薄大製品ですが、金具が幅4.5mm×5mmとかなり薄く、幅も小さいですが溶接可能です

焼結金属フィルターエレメント
焼結部材質:SUS304(球体粉) 粒径:60μ 焼結部寸法:□10×8×34L 二次加工:なし

SUS球体粉仕様フレームアレスター
焼結部材質:SUS304(球体) 気孔径:100μ 焼結部寸法:φ14×17 二次加工:同時焼結
焼結フィルターφ15×30L")
セラミックス(アルミナ)焼結フィルターφ15×30L
焼結部材質:アルミナ 気孔径:200μ 焼結部寸法:φ15×29 二次加工:なし

セラミックスに蓮根の様な無数の貫通孔があいています
焼結部材質:アルミナ 気孔径:50μ 焼結部寸法:HEX4.4×3t 二次加工:なし

酸化ジルコニウム/ZrO2粉末を焼結焼結処理した多孔質体
酸化ジルコニウム/ZrO2粉末を焼結焼結処理した多孔質体

二酸化チタン/TiO2粉末を焼結処理した多孔質体
二酸化チタン/TiO2粉末を焼結処理した多孔質体

ガラス製焼結フィルター
焼結部材質:ガラス 気孔径:60μ 焼結部寸法:φ30×1 二次加工:なし