
バブリング-焼結金属フィルタの整流効果を利用

ノズルの特徴
バブリングノズルは下記に示す特徴を前提として開発しております。
- 全ての部材が金属製のバブリングノズル
- 気体(ガス)のみで気泡が発生するバブリングノズル ※他の設備は一切不要
- ミリバブル、サブミリバブル、マイクロバブル(目標)、ナノバブル(目標)までを多孔質金属のみで発生出来るバブリングノズル

微細気泡 
サブミリバブル 
焼結金属フィルター・多孔質金属を使用したバブリングノズルは無数に存在する微細な気孔により、整流効果が生まれる。特定の場所からのみ、発生箇所が少ないという問題は解消され、焼結金属フィルター・多孔質金属全面から気泡を発生することが可能
使用可能気体(gas)
バブリングノズルに使用できる気体
- Air(大気、コンプレッサー等)
- N2(窒素バブリング)
- Ar (アルゴンバブリング)
- H2(水素バブリング)
- CO2(炭酸バブリング)
- O2(酸素バブリング)
- SUSに耐えられる気体
使用可能液体
バブリングノズルに使用できる溶液
- 水
- 油
- 各種溶剤
- SUSに耐えられる液体
効果
・ガスの溶解…気泡径の小さいバブリングは気泡そのものの体積が減少し、同じ流量を流した場合でも反応速度、反応の質が向上します。
・撹拌…気泡径の大きいバブリングにより気泡の浮力を利用し、上昇流ができます。当然のことながら気泡径が大きいほど気泡の上昇速度が増しますので、撹拌能力が向上します。逆に小さい気泡径では上昇速度も遅くなりますので撹拌の効果は減少します。
・加湿…気泡径の小さいバブリングほど加湿効果は向上します。
用途に合わせて気泡径を選択することは必要不可欠です。 当社の作製するバブリングノズルは完全オーダーメイドですので設備の状況、配管に合わせた設計も可能です。
微細気泡発生ノズル【気体を流すだけ】
<YMBノズル>

数あるバブリングノズルですが、気体を流すだけの仕様はごく少数かと思います。材質はすべて金属製の一体型ですので消毒・殺菌・滅菌も可能です。
<YMBノズルの特徴>
- 気体を流すだけ
- ノズルのみで微細気泡発生 ※設備不要
- 気泡が小さすぎないため目視による視認が可能
- 形状・寸法・接続口は自由設計可能
- 数ヶ~数千ヶの試作から量産まで対応可能
- 高圧や剪断を必要としないので透明な気泡・形状を保持
- 流量を制御しない場合、0.01〜0.015MPaで発生可能
<YMBノズルの種類>
- 配管タイプ
- 据付型
- 極小(指先サイズ)
<YMBノズルでの気泡発生動画>
1.YMBノズル(配管タイプ)によるバブリング
動画は水道水(常温)にAIR(コンプレッサー)を流しております。
※デモ機をご用意しておりますので、実機にてご使用環境でご評価願います。
2.YMBノズル(据付型)によるバブリング
容器にノズルを設置する穴を空け、容器に直接ノズルを設置することが可能な据付型。配管をする必要ががなく容器内部がスッキリします。
動画は水道水(常温)にAIR(コンプレッサー)を流しております。
※再生する際に画質を1080程度まで上げて頂けると幸いです
3.YMBノズル(極小)によるバブリング
指先サイズ(φ10×10L程度)の超小型バブリングノズルです。気体を流すだけで微細気泡が発生できますので他の設備は一切不要です。気泡が小さくなれば気体が溶液に溶け込みやすくなるなど、受けられる恩恵は多数ございます。ノズルが小さいので気泡発生量を増やしたい場合はノズル数を増やせば気泡発生量が増えます。小さい容器や流量が少ない場合にはこちらをご検討ください。エアーレーションや曝気、バブリングにいかがでしょう。
動画は水道水(常温)にAIR(コンプレッサー)を流しております。
※再生する際に画質を1080程度まで上げて頂けると幸いです
4.YMBノズルによるダイシング切削液でのバブリング
希釈タイプのダイシング切削液でのバブリング試験の様子です。 今回使用したダイシング切削液は日本グリース株式会社製の『サンクール(G-100)』です。 濃度:2%、3.5%、5%、10%の4種類を比較検証しました。 試験条件は気体:AIR(コンプレッサー)、液体:ダイシング液、圧力:≒0.1MPa
※再生する際に画質を1080程度まで上げて頂けると幸いです
サブミリバブリング
多孔質金属を用いた微細孔方式のサブミリバブリングノズルです。動画の様に連結できるノズルの開発に成功致しました。構造が至ってシンプルに仕上げておりますので、連結可能で、配管、配管形状、増減も自由です。使用環境に合わせた一体物での製作も可能で非常に使い勝手の良いノズルかと思います。
動画は水道水(常温)にAIR(コンプレッサー)を流しております。



")
ミリバブリング/スパージャー
焼結金属(多孔質金属)を用いた微細孔方式のミリバブリングノズル/スパージャーです。金魚、熱帯魚などの飼育に用いられる『ブクブク』の工業版です。動画の様に比較的長いノズルでも均一にバブリングできるのが焼結金属、焼結金網の特徴です。 形状等の制約はほぼなく、下記画像集の様に大体の形状は可能です。
動画は水道水(常温)にAIR(コンプレッサー)を流しております。
バブリングノズルによる気泡発生の様子。肉眼で観察したバブリング状況と瞬間的に撮影したバブリング画像を比較することにより、気泡径・気泡発生量などが見て取れる 
1/4(6.35)配管内で液体内に気体を溶かし込むことを目的とし、効率化のためにガスを気泡化するためのバブリングシステム。 焼結金属フィルター・多孔質金属を使用したバブリングノズルは無数に存在する微細な気孔により、整流効果が生まれる。特定の場所からのみ、発生箇所が少ないという問題は解消され、焼結金属フィルター・多孔質金属全面から気泡を発生することが可能 
整流効果が期待でき、バブリングやセンサーケース、センサーカバーなどにも応用可能 
ステンレス焼結金属フィルターとねじ付金具を溶接にて接合 
焼結金属フィルターをM5継手に溶接接合。点溶接、全周溶接は用途により選択可能 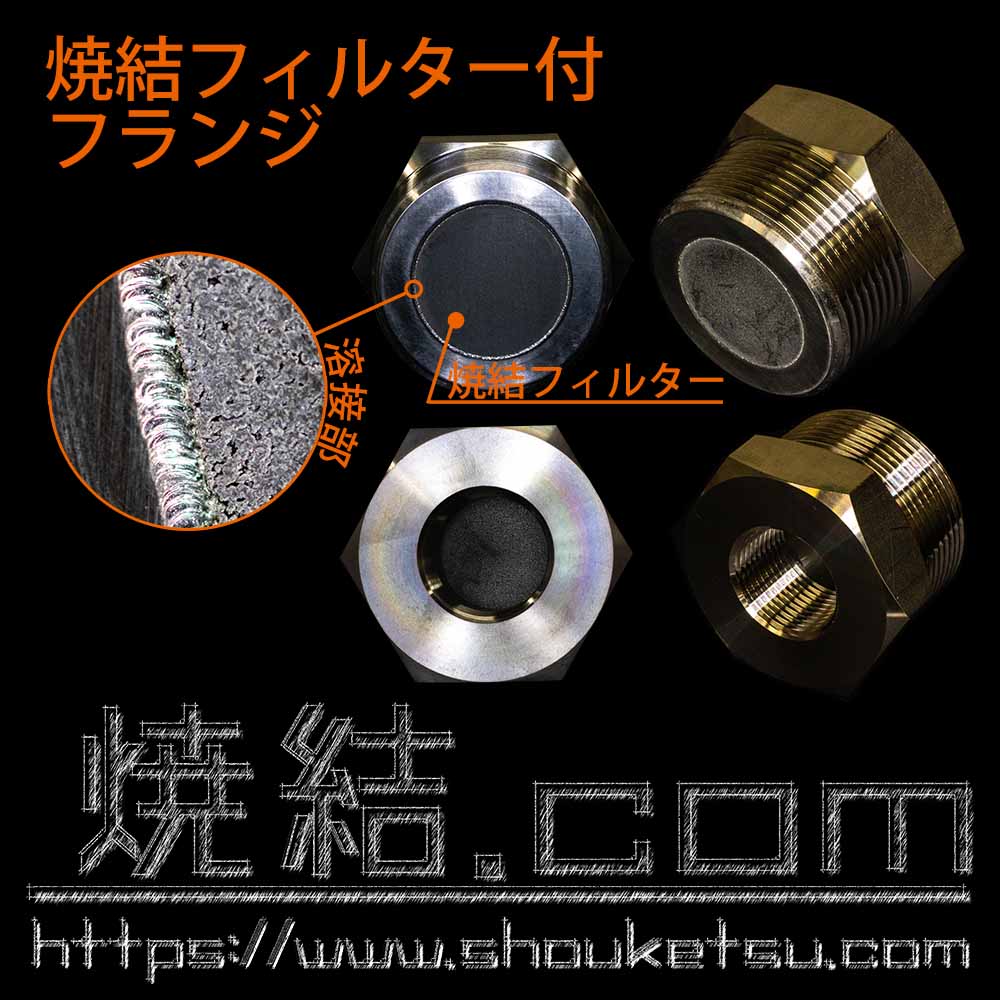
外ネジPT11/2(1インチ半)×内ネジPT3/4(6ブ)のソケット先端に焼結金属フィルターを溶接にて接合 
SUS粉末を使用した焼結金属フィルターを角形状に加工。用意したハウジングに挿入後、全周溶接にて接合。 
SUS316L焼結金属フィルターエレメントをロール加工し、突合せにて溶接接合。型では成形できなかったり条件が合致した場合にこのような製造方法により円筒形状(パイプ形状)の製品とする 
SUS焼結金属フィルターをロール加工により円筒形状に加工。突合せ溶接により端面を接合。焼結金属両端に金具を接合することによりチューブ継手とした製品例 
焼結金網ノズルを組立式に構造設計し、内部や各部品ごとに洗浄・消毒・滅菌の施工しやすさを追求したノズル 
500Lの焼結金網2本を溶接で繋ぎ長さを1000L(1メートル)まで延長 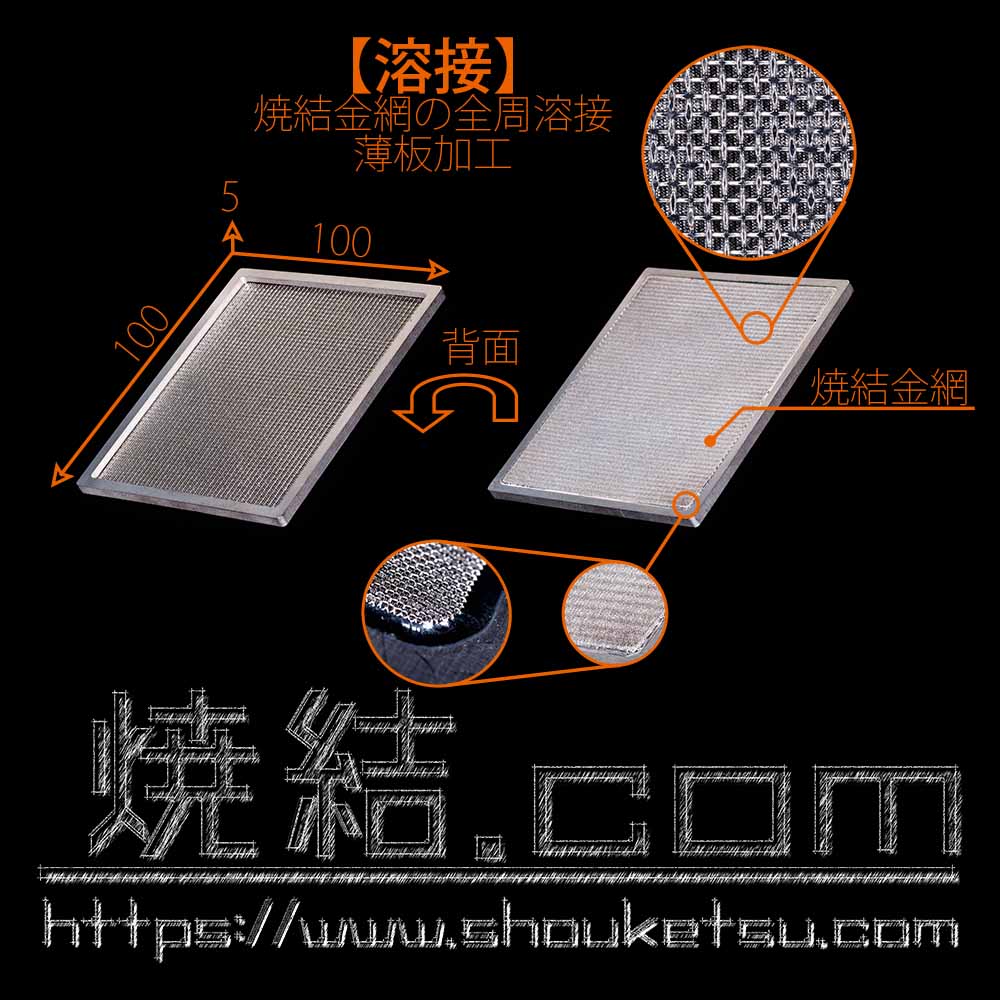
焼結金網の全周溶接加工事例。□100×100×t5のSUS薄板に焼結金網を挿入する溝を彫り込み、溶接を全周に施工。薄板の加工だけでも歪が大きく、ハードルは高い。 
SUS製焼結金網をハウジングに挿入し、接合方法にカシメを採用した製品。サイレンサー、フィルター、整流などの用途にご検討ください
ご返送頂く事が前提条件となりますが焼結金網部φ14×100L 取付金具R1/4のデモ機(動画使用品)をご用意しております。(発送は弊社にて負担致します。ご返送は元払いにてお願い致します。)
御社の装置に実装して頂き、テストして頂く事も可能です。
ご返却日程を予めお決めの上,(目安:1~2週間程度)問合せページよりご連絡願います。
製作例


まで延長")




の焼結金網フィルターも製作可能です。")
")

")
")
")
")
